Ta objava naj ne bo sprejeta kot dokončna resnica; vsak naj raziskuje in preverja
Menu
Obstojnost orodja
Taylorjev model obstojnosti orodja
Orodje je za delo sposobno tako dolgo, dokler ne pride do loma ali kake druge oblike popolne obrabe in delo z njim ni več smotrno.
Obstojnost orodja lahko definiramo kot čas, v katerem se orodje obrabi in poslabša do take mere, da je treba zaradi varnosti in zanesljivosti odrezavanja zamenjati rezalni rob. Obstojnost orodja lahko izrazimo na različne načine, npr. kot število minut rezanja z enim rezalnim robom, količino odstranjenega materiala, število dokončanih obdelovancev … Tradicionalno jo navajamo v minutah in povezujemo z določeno velikostjo obrabe na rezalnem robu.
Ne smemo pa kriterijev obstojnosti enačiti s kriteriji obrabe orodja. Kriteriji obstojnosti orodja opredeljujejo točko, ko rezalno orodje preneha opravljati svojo nalogo po naših željah, s kriteriji obrabe pa določimo točko, v kateri se z menjavo rezalnega orodja izognemo tveganju, da bi orodje prenehalo delovati.
Izbira kriterija obrabe je odvisna predvsem od zahtev dane naloge, ki jih mora izpolnjevati
Obrabo se lahko tudi meri tako da ocenijo koliko ploščica zdrži: če ocenijo da zdrži 100 kosov jo z rezervo menjajo pri 90 kosih, samo zato da ne bi prišlo do loma in zaustavitev orodja.
Če delamo pri različnih delovnih pogojih in z različnimi delovnimi režimi, se spreminja obstojnost orodij. Na splošno dosegamo večje obstojnosti pri lažjih delovnih pogojih in predvsem pri manjših rezalnih hitrostih in podajanjih. Seveda se pri takem delu zmanjša delovni uspeh, če tega merimo s številom narejenih izdelkov, zato moramo najti najboljšo možno pot
Obraba je ocena koliko materiala je bilo odnešenega iz rezalne ploščice.
Postopno izgubljanje materiala zaradi obrabe je mogoče pripisati naslednjim fizikalnim dejavnikom:
a) Abrazivna obraba: do nje pride zaradi trdih vključkov v obdelovanem materialu, ki na rezalno orodje delujejo kot brusilna zrna. Če takih trdih vključkov ni, govorimo o erozijski obrabi.
b) Adhezijska obraba: do te vrste obrabe pride, če se delci obdelovanega materiala zvarijo z rezalnim robom na mikroravni (adhezija), povzroča pa mikro krušenje rezalnega roba.
c) Difuzija: prehajanje materiala med obdelovancem in rezalnim orodjem na atomski ravni. Zaradi izmenjave atomov med obdelovancem in rezalnim orodjem se poslabšajo lastnosti materiala na delih orodja, kjer prihaja do difuzije.
d) Kemična oz. korozivna obraba: karbidi oksidirajo že pri temperaturi 800 °C. Plini v pogojih lahkotnega odrezavanja (odrezavanje v pogojih, ki zagotavljajo minimalno obremenitev in obrabo rezalnega roba) brez prekinitev nimajo priložnosti, da bi prodrli v prostor med obdelovancem in odrezki ter povzročili oksidacijo. Ta je tako bolj verjetna pri prekinjenih obdelavah, kjer je orodni material v stiku z okolico takrat, ko ne reže.
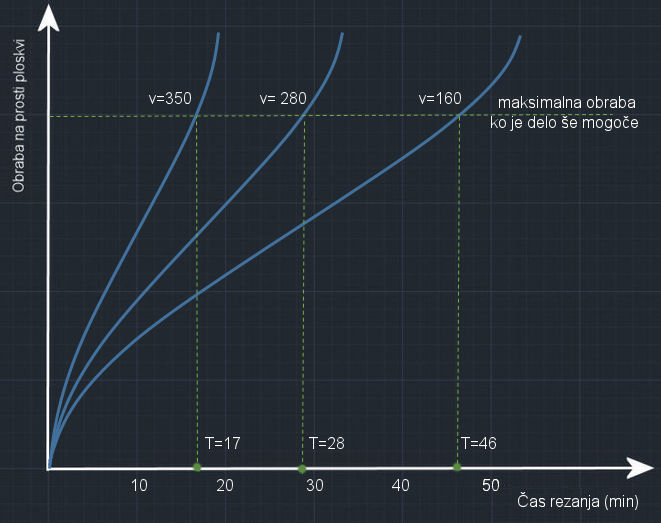
Ko izberemo določen kriterij obrabe orodja, denimo vrednost obrabe proste ploskve VB predstavlja obstojnost orodja razpoložljivi čas rezanja do izpolnitve kriterija.
T...obstojnost orodja, če sta hitrost in podajanje večja je obstojnost orodja manjša!. Ko izberemo določen kriterij obrabe orodja, denimo vrednost obrabe proste ploskve VB predstavlja obstojnost orodja razpoložljivi čas rezanja do izpolnitve kriterija.
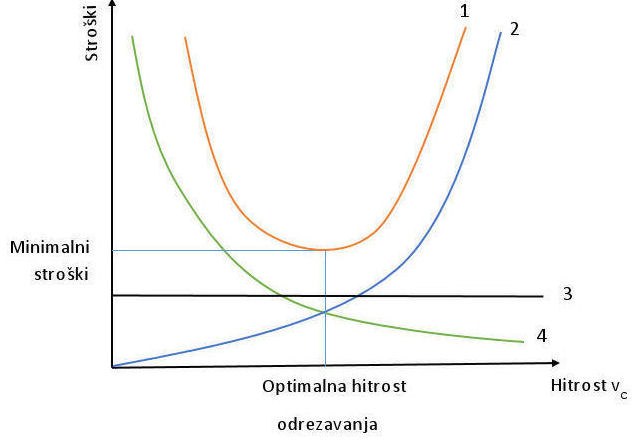
Kolikor hitreje delamo, toliko večji so stroški za brušenje in zamenjavo orodja, saj je obraba večja; nižji pa so pri tem stroški za stroj, saj naredimo več izdelkov. Presek obeh krivulj nam da optimalno hitrost.
1..skupni stroški
2..stroški orodja
3..fiksno stroški
4..stroški stroja in zaslužka
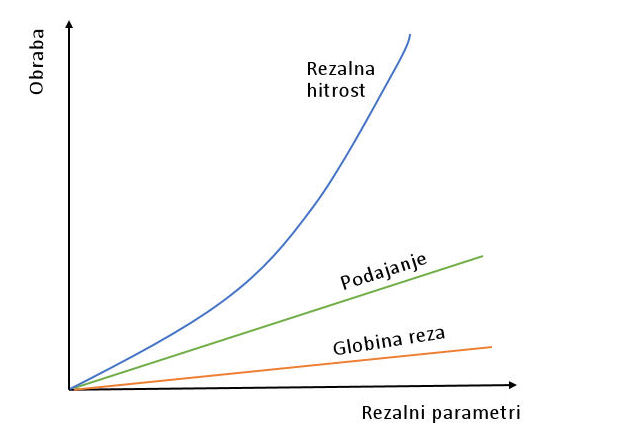
Največji vpliv na obrabo orodja ima rezalna hitrost, manjši je vpliv podajanja in najmanjši vpliv je globina reza.
Ob povečanju globine reza se poveča obraba na časovno enoto, vendar sprememba v resnici ni velika. Sledi ugotovitev, da velika globina reza ne povzroči večjega zmanjšanja obstojnosti orodja.
Sprememba podajanja ima večji vpliv na obrabo v časovni enoti. Obstojnost orodja se bolj zmanjša zaradi povečanja podajanja kot zaradi povečanja globine rez
Sprememba rezalne hitrosti občutno vpliva na obrabo v časovni enoti. Če povečamo rezalno hitrost, da bi npr. izboljšali produktivnost obdelave, se istočasno drastično skrajša obstojnost orodja, s tem pa se tudi zelo povečajo stroški orodja.
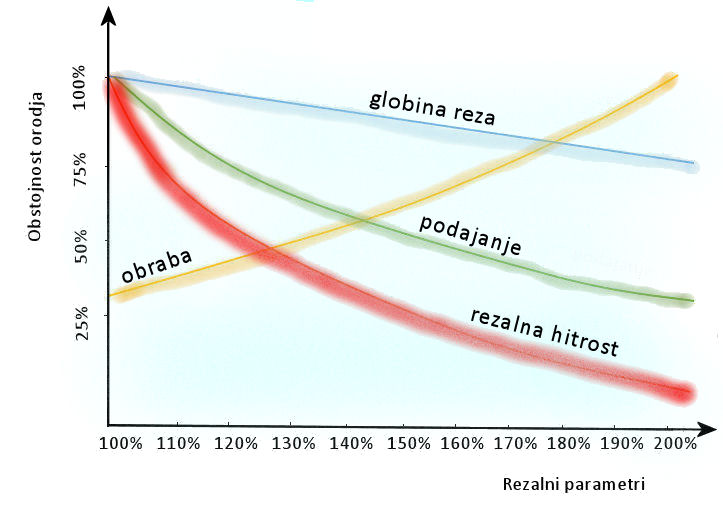
Že majhna sprememba rezalne hitrosti zelo vpliva na obstojnost orodja. Vpliv podajanja je manj izražen, vpliv globine reza pa je praktično zanemarljiv.
Povečanje za 10 %
zmanjša obstojnost orodja za
globina rezanja
5%
podajanje
20%
rezalna hitrost
50%
Taylor je podrobno preučil odnos med obrabo proste ploskve in obstojnostjo orodja.
Raziskal je razvoj obrabe proste ploskve kot funkcijo časa pri različnih rezalnih hitrostih.
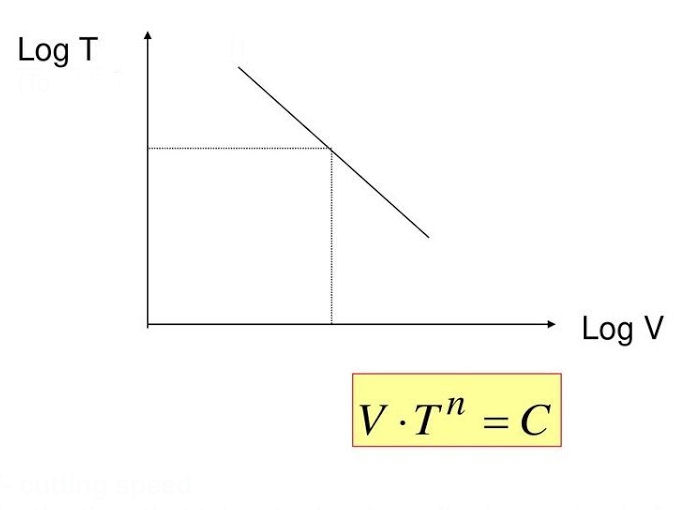
Orodje je maksimalno obrabljeno, ko je dosežena določena obraba proste ploskve. Pripadajočo obstojnost orodja lahko tedaj odčitamo na osi y. Razmerje med rezalno hitrostjo vc in obstojnostjo orodja prikazuje diagram v dvojno logaritmičnem koordinatnem sistemu- Krivulja obstojnosti je eksponentna in če to logaritmiramo dobimo linearno povezanost
Zveza med obstojnostjo orodja in rezalno hitrostjo, ki jo opisuje Taylorjev model, le del celotne slike. Pri majhnih rezalnih hitrostih in podajanju so glavni vzorci obrabe povezani z nalepkom na rezalnem robu, ki negativno vpliva na obstojnost orodja. Če so na drugi strani rezalne hitrosti zelo velike, pa je rezalni rob tako toplotno obremenjen, da postanejo glavni mehanizmi slabšanja orodja difuzijska obraba in plastične deformacije. Pri uporabi Taylorjevega modela moramo upoštevati njegove omejitve. Če so izbrani rezalni parametri zunaj teh meja, je treba osnovni Taylorjev model ustrezno prilagoditi.
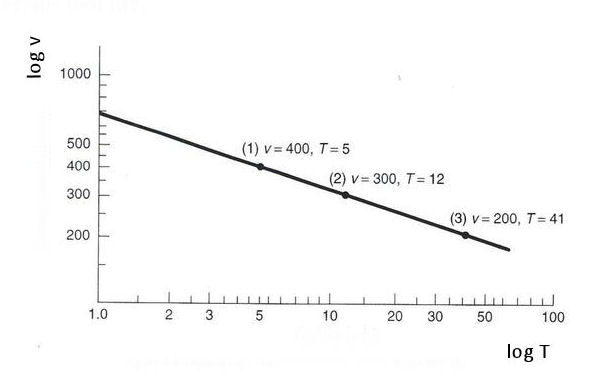
Graf primerjava obstojnosti in rezalne hitrosti, pri 400m/min bo ploščica zdržala 5 minut, pri 300m/min pa 12 minut in pri 200m/min pa 41 minut , v vseh primerih pa bo ploščica naredila isto število kosov.