Ta objava naj ne bo sprejeta kot dokončna resnica; vsak naj raziskuje in preverja
Menu
Frezanje
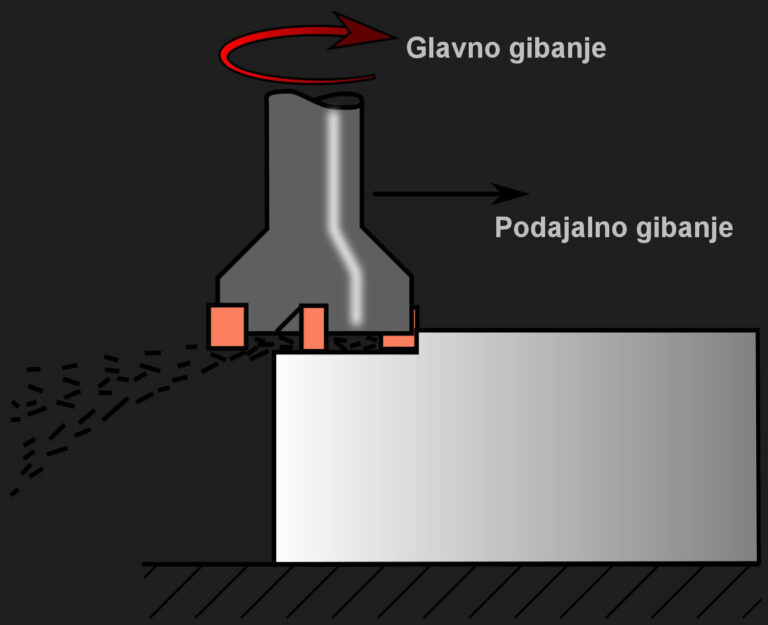
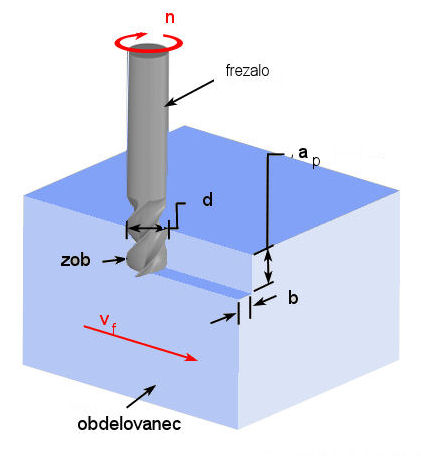
je postopek odrezavanja, pri katerem opravlja orodje – frezalo – rotacijsko glavno gibanje, podajalna gibanja pa so lahko premočrtna ali rotacijska. Ponavadi opravlja podajalna gibanja obdelovanec. Pri večini obdelovalnih postopkov (struženju, vrtanju…) je smer podajanja pravokotna na smer rezanja. Pri frezanju pa se – če zasledujemo posamezen zob frezala – lega smeri rezanja proti podajalni smeri neprestano spreminja.
Glavno gibanje: rotacija orodja
Parameter : vrtljaji glavnega vretena n (min-1 )
Podajalno gibanje : obdelovanec
Parameter: podajalna hitrost vf (mm/min)
Frezanje največ uporabljamo za obdelavo ravnih površin. S posebnimi oblikami frezal lahko obdelujemo tudi ukrivljene površine.
Skopirnim frezanjem lahko oblikujemo poljubno oblikovane površine, če pa uporabljamo profilna frezala, dobimo tudi v prerezu oblikovane površine.
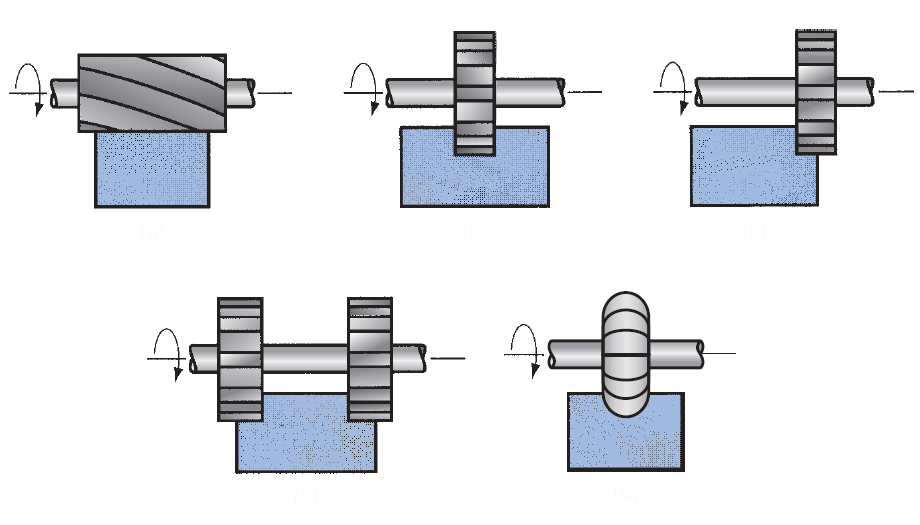
Vrsta Frezanja
Glede na to, kako se orodje dotika obdelovanca, ločimo:
1.Valjasto frezanje je frezanje z zobmi na obodu – frezalo se obdelovanca dotika s svojim obodom. Prerez odrezka se med delom spreminja, zato obremenitev frezala ni enakomerna.
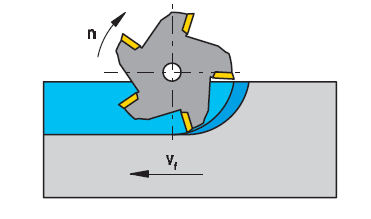
1a.Istosmerno valjasto frezanje, smer gibanja ploščica se giblje v isto smer kot relativno gibanje obdelovanca. Čim ploščica pride v kontakt z obdelovancem, že začne rezat. Istosmerno je idealno, za majhne obdelovance, kadar imamo stabilno vpetje obdelovanca in orodja.
Pri istosmernem frezanju deluje namreč podajalna sila v isti smeri kakor podajalno gibanje in ga zato lahko dodatno pospeši v obliki sunka. Posledica je vedno lom orodja ali obdelovanca. Istosmerno frezanje zato zahteva posebno konstruirane frezalne stroje, na navadnih strojih istosmerno frezanje ni možno .
-Ugoden potek tvorbe odrezka
-Boljša kvaliteta površine
-Neugoden potek sil
Istosmerno valjasto frezanje Vir: CERATIZIT
Smer podajanja obdelovanca je enaka smeri vrtenja frezala. Debelina odrezkov je največja pri vstopu rezila in se zmanjšuje do ničle proti koncu reza.
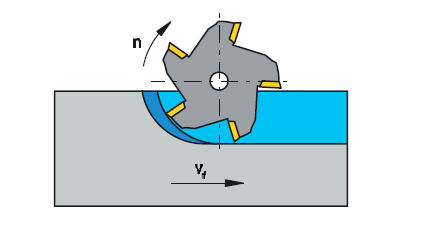
1b.Protismerno valjasto frezanje se uporablja, če imamo ogromne obdelovance. Ploščica se giblje v nasprotno smer kot relativno gibanje obdelovanca. Ob prvem kontaktu z materialom imamo premalo materiala, da bi sploh rezali, rezalni rob nekaj časa drsi po obdelani površini, nato pa naenkrat zareže v relativno precejšno globino. Rezalne sile so majhne, imamo pa velike odrivne sile, kar pomeni, da imamo tudi slabšo kvaliteto obdelave.
Uporabljamo, ko imamo bolj nestabilno vpetje obdelovanca ali orodja, zato je na starejših klasičnih strojih bolj v uporabi.
Uporabljamo tudi za obdelovance, ki imajo trdo škorjo. To pa zato ker pridemo z ploščico pod skorjo in jo odlomimo ven. Ne tolčemo s ploščico po trdi površini, kar bi zmanjšalo življenjsko dobo ploščice.
-Neugoden potek tvorbe odrezka
-Slabša kvaliteta površine
-Ugoden potek sil
-Za obdelovance s trdo škorjo
-Primeren za starejše stroje
Protismerno valjasto frezanje Vir: CERATIZIT
Smer podajanja obdelovanca je obratna smeri vrtenja frezala. Debelina odrezkov se začne z ničlo pro vhodu rezila in naraste do največje vrednosti proti koncu reza.
2.Čelno frezanje je frezanje z zobmi na čelu – frezalo se obdelovanca dotika s svojim čelom. Odrezek ima enakomeren prerez.
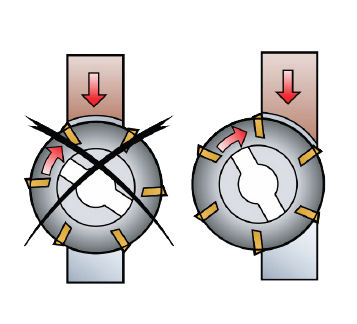
Če je obdelovanec je manjši od frezalne glave je priporočeno je , da je frezalna glava zamaknjena iz centra. S tem dosežemo, da rezalne sile potisnejo frezalo bolj v eno stran, zato bo frezalna glava bolj stabilna. Če je frezalo točno na sredini potem bodo rezalne sile približno enake z leve in desne in odrivajo frezalo enkrat levo, enkrat desno zato lahko pride do vibracij.
Vir: Waltertools
Čelno frezanje se uporablja predvsem za večje ravne ploskve. Pri tem uporabljamo naslednjo strategijo.
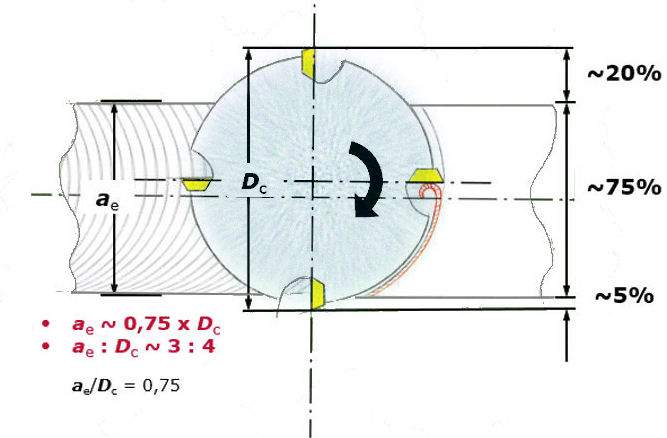
Če je frezalna glavo veliko manjša od obdelovanca, je priporočeno, da ne vstopamo direktno v obdelovanec, ampak v loku 1/2 do 1/4 premera frezalne glave. S tem zmanjšamo obremenitev prvega zoba. Če gremo naravnost, je nekaj časa prvi zob zelo obremenjen, ker nista po dva zoba v kontaktu. Frezalna glava je zelo nestabilna . Dostikrat se potem zgodi, da se na frezalni glavi poškoduje samo en zob, ostali pa so celi.
Zakaj 2/3 glave v obdelovancu. Zato, da imamo prostor, da grejo odrezki ven.
Ko pridemo do vogala, se ne ustavimo in spremenimo smer za 90 stopinj. To pot tudi izpeljemo v radiusu, malo zmanjšamo pomik, in izpeljemo skozi ovinek brez ustavljanja. Pri čelnem frezanju vedno delamo približno z 2/3 premera. Izogibamo se frezabju s celim premerom. To pa zato, da imamo dovolj prostora, da grejo odrezki ven. Če delamo s celim premerom so obremenitve zelo velike in lahko pride do loma orodja.
3. VHO
Eno od novih področij, na katerem temelji sodobna obdelava, je visokohitrostno odrezavanje. Za visokohitrostno frezanjev vsakdanji praksi uporabljamo uveljavljeno kratico HSC (High Speed Cutting). Izvaja se na strojih CNC pri visokih rezalnih hitrostih in ekstremnih vrtljajih (nad 10.000 min-1) z velikimi podajalnimi hitrostmi. Debelina odrezka pa je bistveno manjša kot pri normalnih postopkih.
Osnovne značilnosti VHO:
Obdelava kaljenih jekel
Obdelava težko obdelovalnih materialov
Obdelava tankostenskih izdelkov iz Mg legure
Obdelava toplotno občutljivih materialov
Photo by Daniel Smyth from Pexels
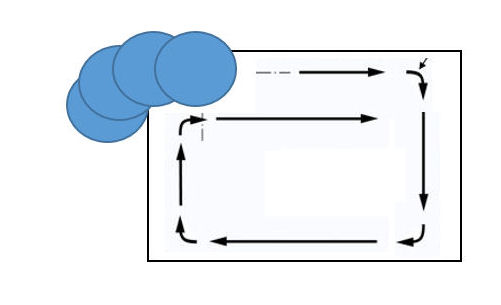
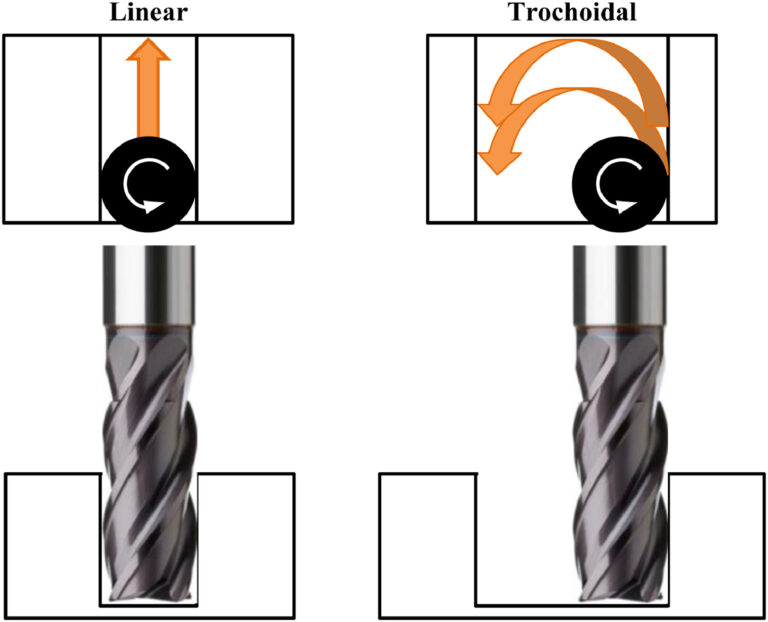
4. Trohoidno frezanje
Frezalo se vrti okoli svoje osi obenem pa opravlja še dodatno krožno in linearno gibanje – frezalo se rahlo pomika naprej in nazaj.
Debelina odrezka je majhna ob velikem podajanju, zato so obremenitve in odrezki manjši.
Ta strategija frezanjaje posebej primerna za obdelavo globokih utorov oziroma visokih bočnih ploskev.
https://www.sciencedirect.com/
Moderni načini frezanja Vir: CERATIZIT
Vir: CERATIZIT
Vir: CERATIZIT
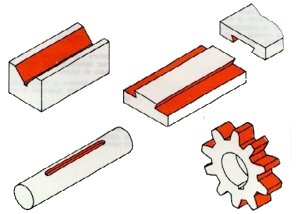
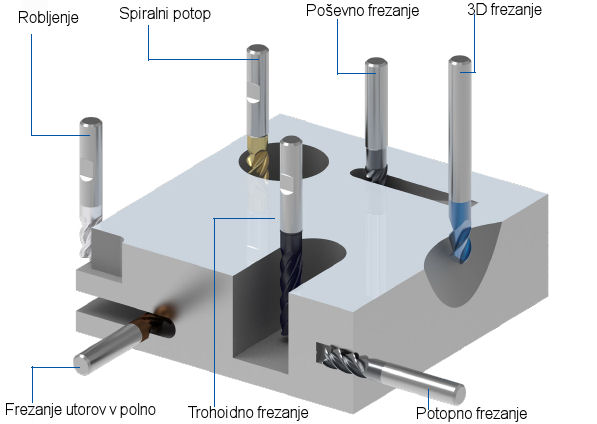
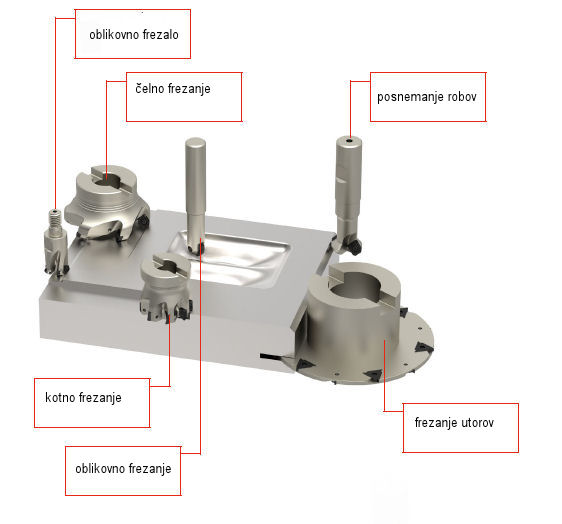
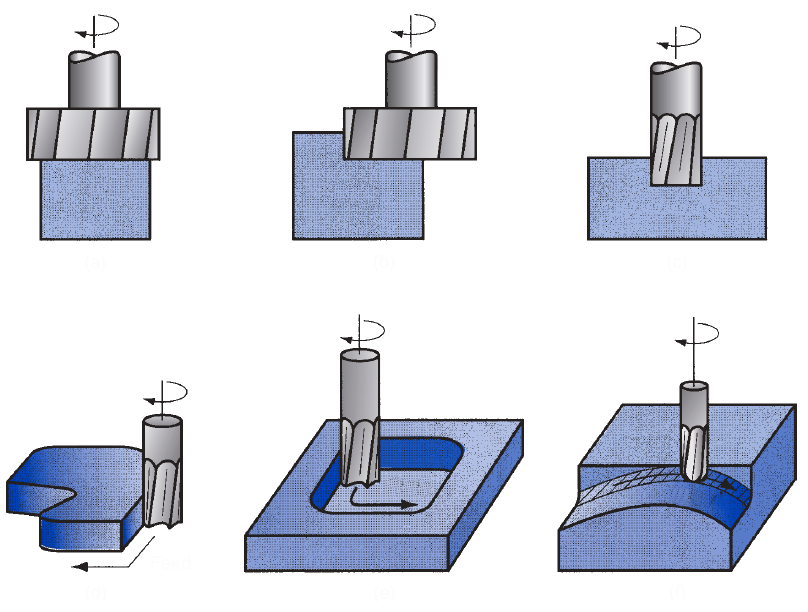
Možnosti obdelave in vrsta frezal
Možnosti obdelave na vodoravnem frezalnem stroju
Možnosti obdelave na navpičnem frezalnem stroju
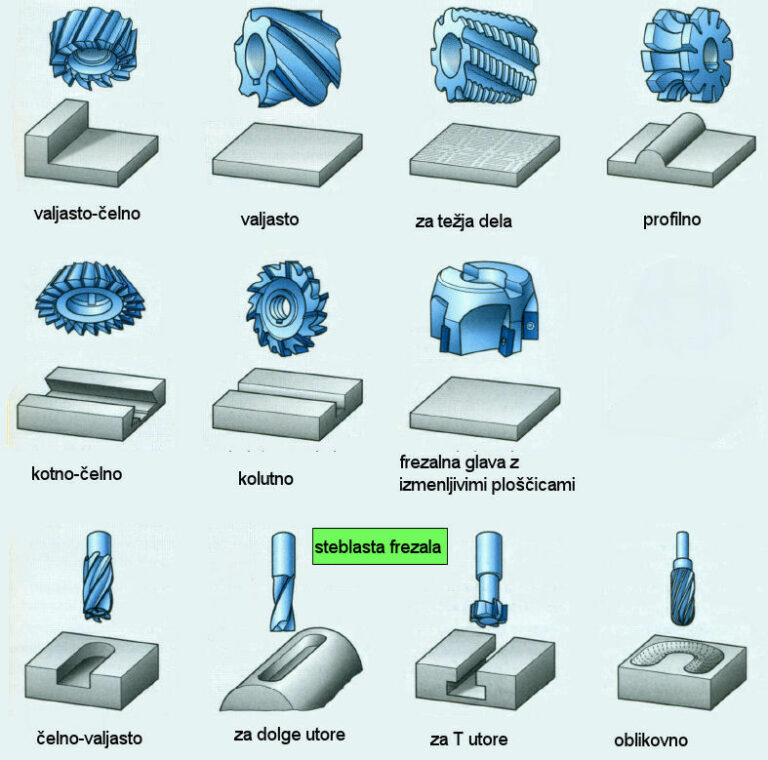
Osnovne oblike frezal
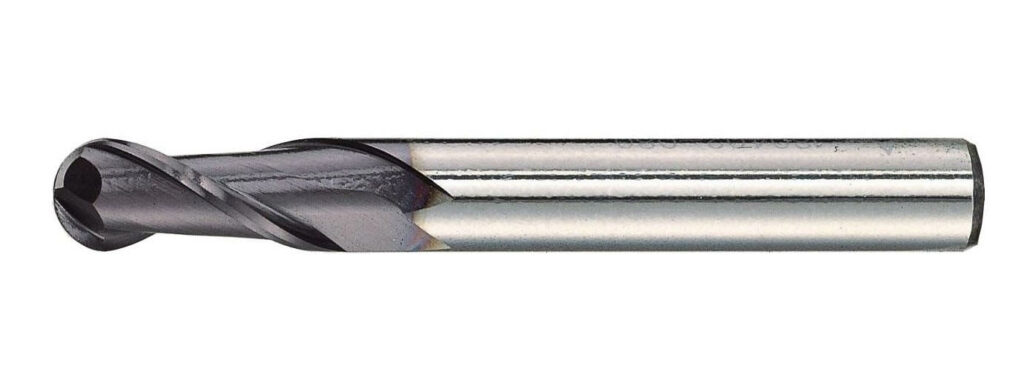
Kroglična oblikovna frezala
Uporabljamo jih za frezanje pri visoko hitrostni obdelavi. Namenjeni so za 3D frezanje jekel in jeklenih litin v orodjarstvu.