Ta objava naj ne bo sprejeta kot dokončna resnica; vsak naj raziskuje in preverja
Menu
Brušenje
Brušenje spada med postopke fine obdelave z odrezavanjem, s katerim lahko dosežemo veliko natančnost in izredno kvaliteto obdelane površine. Je drugi najstarejši postopek. Prvi je vrtanje.
Spada med postopke odrezavanja, pri katerem ima orodje – brus veliko število rezil (brusnih zrn) , ki so nepravilne geometrijske oblike, imajo nedefinirano geometrijo. Tako je lahko vsako abrazivno zrno drugače in drugačno usmerjeno, med seboj- zrna pa so povezana z vezivom. Zrna v brusu so neenakomerno porazdeljena in so v bistvu majhni cepilni klini, s katerimi odrezujemo kovino.
Nedefinirana oblika rezalnega robu
Brusimo takrat, ko hočemo imeti gladko površino. Sloj, ki ga odvzamemo z brušenjem je zelo tanek, zato lahko dosežemo pri brušenju veliko natančnost. Z brušenjem lahko obdelujemo tudi zelo trde materiale, kar je zelo ugodno pri končni obdelavi kaljenih predmetov.
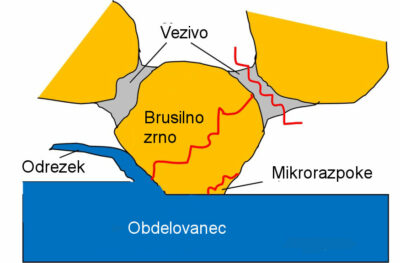
Glavno gibanje opravlja vedno brus, ki se vrti izredno hitro. Podajanje lahko opravlja orodje ali obdelovanec, kar je odvisno od izvedbe brusilnega stroja. Karakteristična za brušenje je velika rezalna hitrost pri relativno majhnem podajanju, zato nastanejo na obdelovancu v tistih točkah, ki se jih dotikajo vrhovi brusnih zrn, velike temperature. Material obdelovanca se zato omehča in zrno ga lahko z lahkoto odrine.
Brusimo lahko vse tiste površine, ki smo jih poprej naredili z znanimi postopki odrezavanja.
Rezalno orodje – brusi
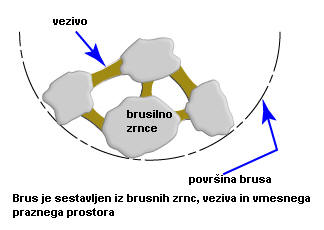
Brus je sestavljen iz velikega števila brusnih zrn, ki jih vezivo veže v brus. Brusni material je lahko nanesen tudi samo na trup v tankem sloju ali pa so na trupu pritrjeni brusni segmenti. Mešanico zrn in veziva stisnemo pod pritiskom od 75 do 250 barov v posebnih kalupih v obliko brusa, ki ga nato žgemo pri temperaturah, ki jih terjajo posamezna veziva.
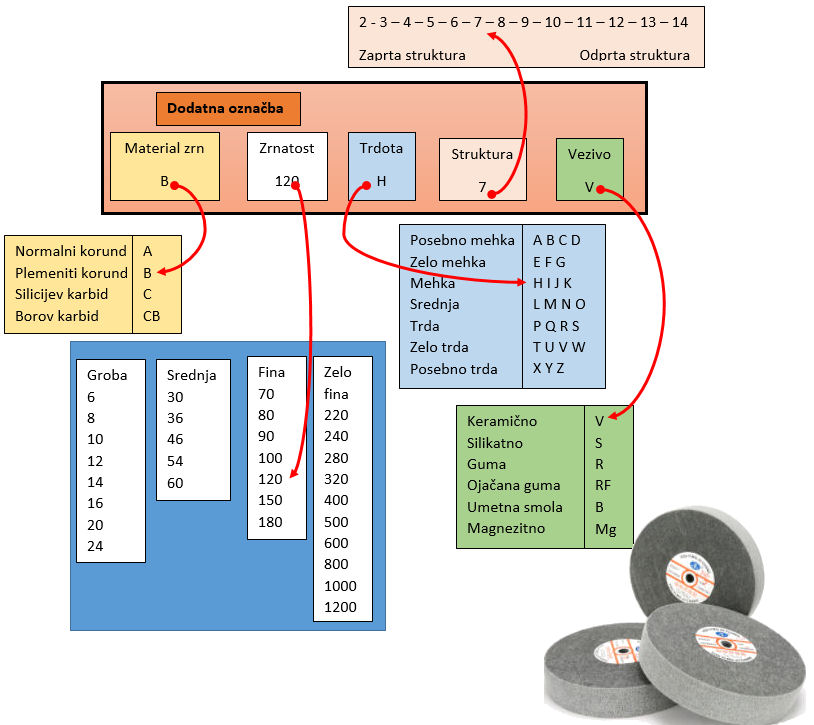
Kvaliteta in uporabnost brusa je predvsem odvisna od materiala in velikosti brusnih zrn, vrste veziva, trdote in strukture brusa. Vsi našteti elementi so standardizirani, vendar se standardi še vedno razlikujejo in ne uporabljajo enotno. Brusi različnega izvora se utegnejo tudi pri enakih označbah znatno razlikovati, zato je potrebno dobiti priporočila izdelovalca.
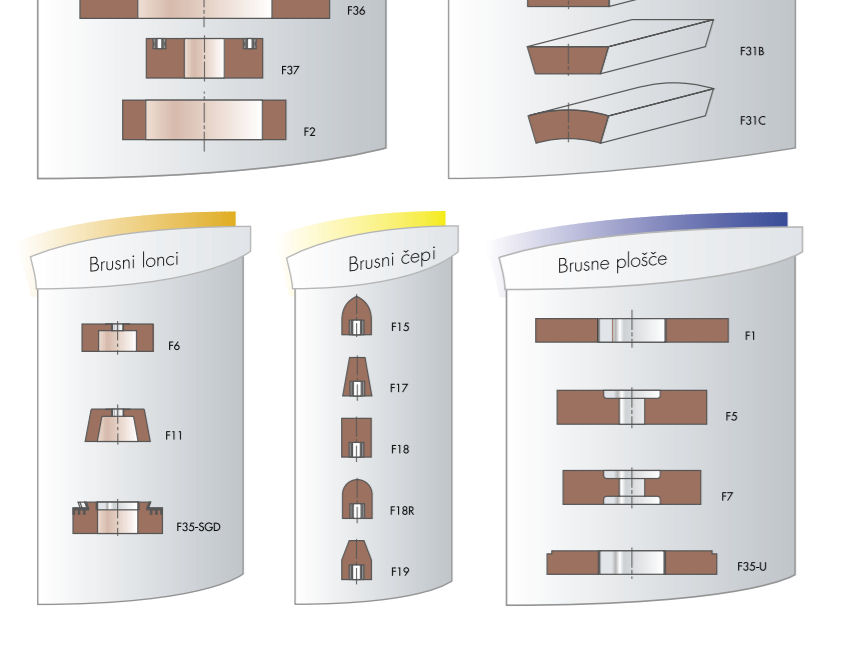
Geometrijske oblike brusov
Geometrijska oblika in dimenzije brusov so odvisne od brusnih metod in so standardizirane po SIST EN13236 in FEPA standardih. Največkrat so rotacijske, nerotacijske oblike lahko najdemo le pri brusnih segmentih in ročnih brusilnih kamnih.
Brusilno (abrazivno) zrno
Izpolnjevati mora naslednje zahteve:
zadostna rezalnost.
velika trdota.
ne prevelika krhkost.
velika trajnost pri visoki temperaturi.
Zrna so največkrat različne kvalitete. Poznamo
Abrazivna zrnca pridobivamo , dva načina: z lomljenjem in drobljenjem skale, drug način pa pesek iz puščav, ki ga samo presejemo. Ceneni brusi narejeni iz «plaže«, kvalitetnejši pa so drobljeni., poznamo:
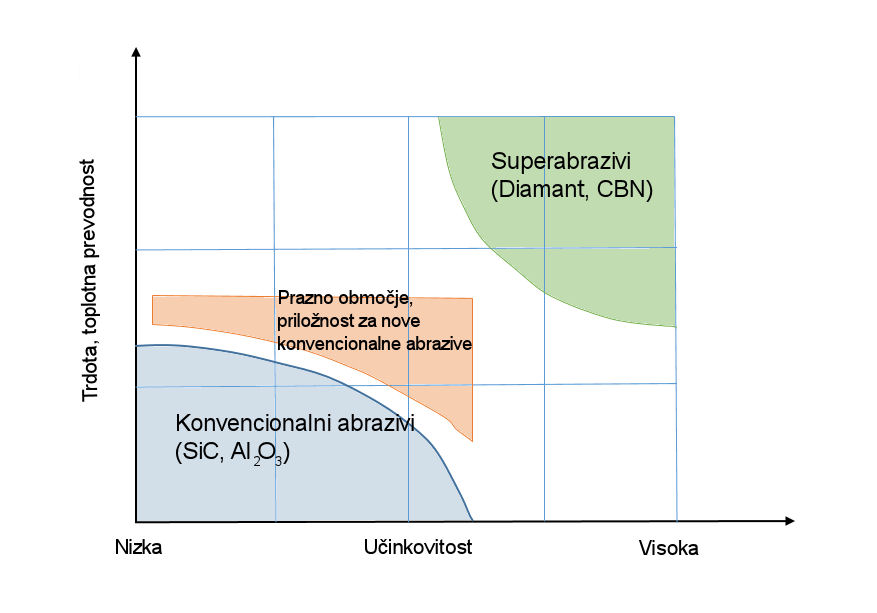
DIAMANTNA ZRNA, kot najtrši abrazivni material, uporabljamo pri izdelavi brusov za brušenje in obdelavi karbidnih trdin, keramike, rezanje kamna. CBN ZRNA so drugi najtrši material, ki pa je toplotno obstojnejši od diamanta. Primerna so za obdelavo hitroreznih jekel, jekel za cementiranje, jekel za obdelavo v hladnem in vročem, jekel za kroglične ležaje. Pri izdelavi smolno vezanih brusov je večji del superabrazivov oplaščenih s kovinsko prevleko, ta omogoča boljši oprijem v vezivu in odvod toplote od abrazivnega zrna v njegovo okolico.
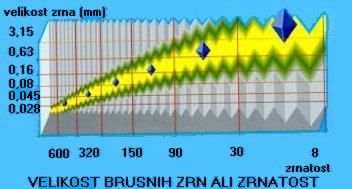
Velikost brusnega zrna ali zrnatost
Velikost zrna izbiramo glede na zahtevano kvaliteto površine obdelovanca. Poleg velikosti brusnega zrna vpliva na kvaliteto površine tudi hitrost obdelave.
Velja, da za fino brušenje uporabljamo fino zrno, za grobo brušenje pa grobo zrno.
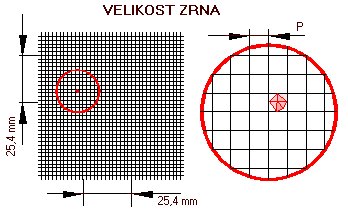
Velikost zrna predpisuje standard in je označena s številko. Število pove, koliko luknjic (P) na dolžini 1 cole (25,4mm) ima žično sito, ki še prepušča zrnca. Npr., zrno št. 80 je tisto zrno, ki ravno še pade skozi sito, ki ima na dolžini 1 cole 80 luknjic.
Trdota brusa
Trdota označuje odpor, s katerim vezivo preprečuje izbijanje abrazivnega zrna iz brusa. Če je ta odpor velik, pravimo, da je brus trd in nasprotno. Mehke bruse uporabljamo za brušenje trdih materialov, ker pri njih posamezna zrna izpadajo še preden bi se obrabila in izgubila sposobnost za rezanje. Označevanje trdote je le približno, ker ni natančnih meril. Ni nujno, da bi imela dva brusa z isto označbo isto trdoto, temveč sta si po trdoti le blizu. Trdotne stopnje označujemo z velikimi črkami latinice, odvisne pa so od vrste in količine veziva, od vrste brusnega zrna, od strukture brusa in od načina izdelave brusa.
Struktura
Z oznako strukture je označeno razmerje med brusilnim materialom, vezivom in porami.
Vezivo
Vezivo veže zrnca v obliko brusa. Največkrat je keramično na bazi gline. Za bruse iz kubičnega borovega nitrida in diamanta je kovinsko ali iz trde gume. Označujemo ga z velikimi črkami latinice.
Oznaka brusne plošče
Vrste brušenja
Brušenje ravnih ploskev
Ravne površine lahko brusimo s čelnim ali z obodnim brušenjem.
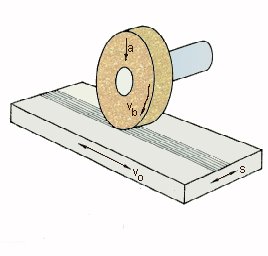
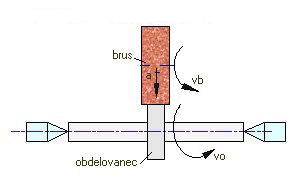
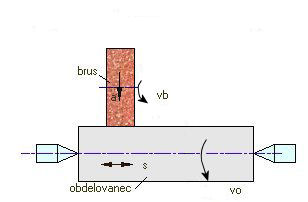
Pri obodnem brušenju ravnih površin opravlja glavno krožno gibanje brus (vb), vzdolžno (vo) in prečno (s) gibanje pa obdelovanec.
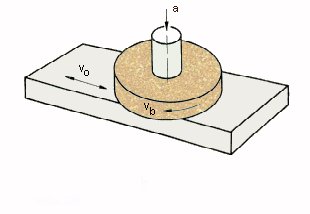
Pri čelnem brušenju ravnih površin opravlja glavno krožno gibanje brus (vb), premočrtno podajalno gibanje (vo) pa obdelovanec.
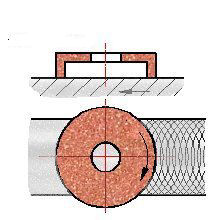
Obodno brušenje ravnih površin
Čelno brušenje ravnih površin
Poznamo več variant čelnega brušenja; kakovost površine in sledovi obdelave so odvisni od tega, kako se brus dotika obdelovanca.
Ravna čelna stran brusa
Stožčasta čelna stran brusa
Nagnjen brus
Brušenje rotacijskih ploskev
Rotacijske ploskve je mogoče brusiti le z obodom brusa. Pri tem razlikujemo več postopkov. Poznamo zunanje in notranje brušenje rotacijskih ploskev. Pri daljših obdelovancih potrebujemo tudi vzdolžno podajanje, takšno brušenje se imenuje vzdolžno brušenje.
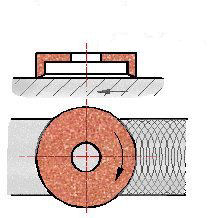
Če ni vzdolžnega podajanja, imenujemo tako brušenje zarezno brušenje. Uporablja se za obdelovance, ki so krajši od brusa.
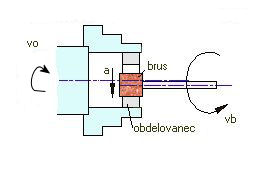
Zunanje krožno zarezno brušenje
Notranje krožno zarezno brušenje
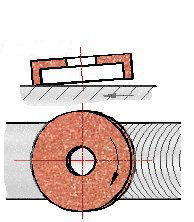
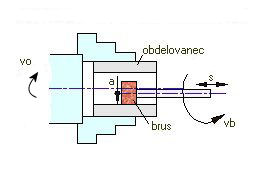
Zunanje krožno vzdolžno brušenje
Notranjekrožno vzdolžno brušenje
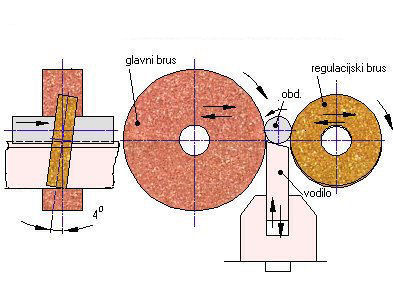
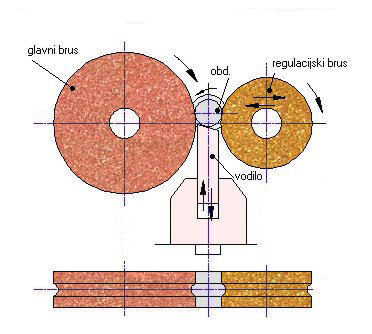
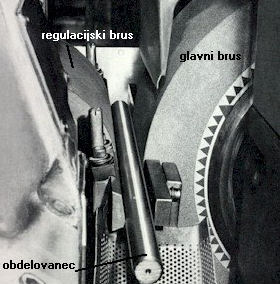
Način brušenja, ki je primeren za majhne obdelovance, ki jim želimo povečati natančnost, je brušenje brez konic.
Obdelovanec se vrti med dvema brusoma, ki imata različen premer. Pri daljših obdelovancih, kjer potrebujemo tudi podajalno vzdolžno gibanje, je regulacijski brus nagnjen in s trenjem povzroči vijačno vzdolžno gibanje obdelovanca. Bolj je regulacijski brus nagnjen, hitrejše je podajalno gibanje. Večji brus se imenuje glavni brus in se vrti z rezalno hitristjo. Med obdelavo se obdelovanec naslanja na poševno vodilo.