CNC obdelovalni stroji
CNC je kratica za Computer Numerical Control. Gre za tehnologijo, ki uporablja računalniško programsko in strojno opremo za nadzor in avtomatizacijo delovanja obdelovalnih strojev in 3D tiskalnikov v proizvodnih procesih. CNC stroji se pogosto uporabljajo v panogah, kot so vesoljska, avtomobilska, kovinarska, lesna in drugo. Tukaj je nekaj ključnih točk o CNC:
Avtomatizacija : CNC stroji nadomeščajo ročno krmiljenje z avtomatiziranim krmiljenjem. Namesto človeškega operaterja, ki ročno vodi orodje ali obdelovanec, se za nadzor gibanja stroja uporablja računalniški program (pogosto imenovan G-koda).
Natančnost : CNC stroji so znani po visoki natančnosti in točnosti. Izdelujejo lahko kompleksne in zapletene dele z ozkimi tolerancami, zaradi česar so bistveni v panogah, kjer je natančnost ključnega pomena.
Vsestranskost : CNC tehnologijo je mogoče uporabiti za različne vrste strojev, vključno z rezkalniki, stružnicami, rezkalniki, plazemskimi rezalniki in 3D tiskalniki. Ta vsestranskost omogoča široko paleto proizvodnih procesov.
Ponovljivost : CNC stroji lahko dosledno in natančno ponavljajo isto operacijo, zaradi česar so idealni za masovno proizvodnjo.
Kompleksne geometrije : CNC stroji lahko ustvarijo kompleksne oblike in konture, ki bi jih bilo težko ali nemogoče doseči ročno.
Zmanjšana človeška napaka : z avtomatizacijo procesov CNC zmanjša možnost človeške napake, kar ima za posledico višjo kakovost in doslednejše izdelke.
Programiranje : Ustvarjanje CNC programa običajno vključuje uporabo specializirane programske opreme za ustvarjanje navodil G-kode. Ta navodila določajo poti orodja, hitrosti, pomike in druge parametre za stroj.
Materiali : CNC stroji lahko delajo s široko paleto materialov, vključno s kovinami, plastiko, lesom, kompoziti in drugimi.
Stroški : Čeprav so lahko CNC-stroji dragi za nakup in vzdrževanje, lahko dolgoročno vodijo do prihranka pri stroških zaradi povečane učinkovitosti, zmanjšanja odpadkov in izboljšane kakovosti.
Aplikacije : CNC obdelava se uporablja v različnih aplikacijah, vključno s proizvodnjo delov za letala, avtomobile, medicinske naprave, pohištvo, arhitekturne komponente in prototipe po meri.
CNC-tehnologija še naprej napreduje z inovacijami, kot so večosna obdelava, 3D-tiskanje z zmogljivostmi CNC-ja in integracija umetne inteligence za optimizacijo in predvideno vzdrževanje. Ti napredki še dodatno širijo zmogljivosti in potencialne aplikacije CNC strojev
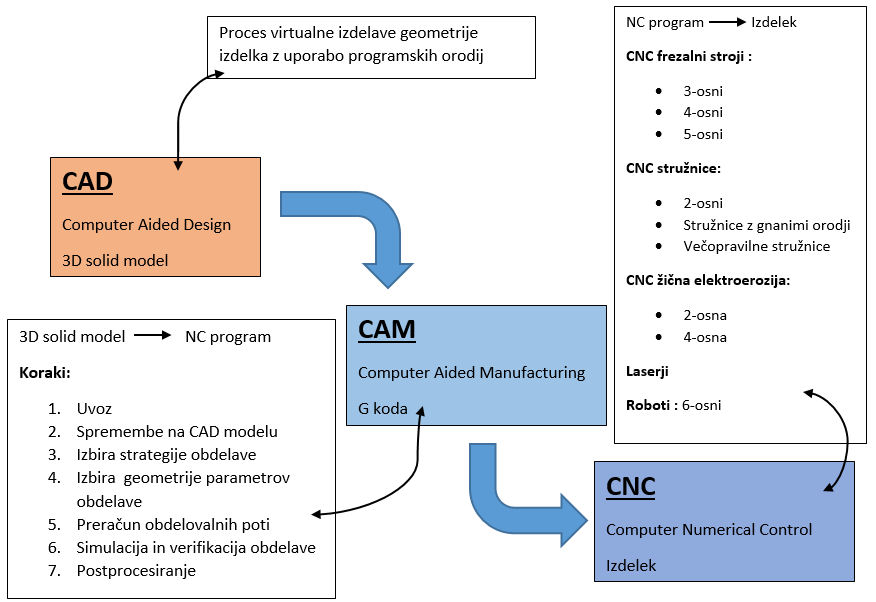
CAD (Computer-Aided Design), CAM (Computer-Aided Manufacturing), in CNC (Computer Numerical Control) so povezane tehnologije, ki se pogosto uporabljajo v industriji za oblikovanje in proizvodnjo. Tukaj je osnovna povezava med njimi:
CAD (Computer-Aided Design):
- CAD se nanaša na uporabo računalniških programov za oblikovanje in načrtovanje izdelkov, struktur ali sistemov.
- Oblikovalci uporabljajo CAD za ustvarjanje 2D ali 3D modelov izdelkov.
CAM (Computer-Aided Manufacturing):
- CAM se nanaša na uporabo računalniških programov za avtomatizacijo proizvodnje in obdelave materialov na osnovi digitalnih CAD modelov.
- CAM omogoča prenos CAD modelov v informacije, ki jih stroji razumejo, kar olajša avtomatizirano izdelavo.
CNC (Computer Numerical Control):
- CNC se nanaša na avtomatizirane sisteme, ki nadzorujejo gibanje in delovanje strojev, kot so rezkalni stroji, stružnice, vrtalni stroji, in drugi.
- CNC stroji uporabljajo številčne koordinate (numerične vrednosti) za nadzor gibanja rezil ali orodij na osnovi digitalnih modelov.
Povezava med CAD, CAM in CNC:
CAD in CAM:
- CAD modeli, ustvarjeni s pomočjo CAD programov, so osnova za CAM proces.
- CAM programi lahko preberejo CAD modele in generirajo potrebne informacije za obdelavo materiala, kot so poti rezanja, hitrosti rezanja in druge parametre.
CAM in CNC:
- CAM programi generirajo CNC kode (G-kode), ki predstavljajo naloge in ukaze za CNC stroje.
- CNC stroji nato izvajajo te naloge, premikajo orodje ali rezilo v skladu s programom CAM in izvajajo dejanske obdelave materiala.
Skupaj te tehnologije tvorijo celoten proces od oblikovanja izdelka (CAD) preko načrtovanja proizvodnje (CAM) do izvajanja dejanske proizvodnje (CNC). Ta povezava omogoča visoko stopnjo avtomatizacije, natančnosti in učinkovitosti v industrijski proizvodnji.
Čim več operacij je bil sposoben stroj narediti sam, tem manj je bilo dela s posluževanjem, en delavec lahko nadzoruje tudi po več strojev, predvsem pa se bistveno skrajšajo t.i. dodatni časi (vpenjanja orodja, obdelovanca, menjave, nastavljanja, …). Avtomatiziran stroj vedno pomenil tudi to, da je primeren le za večje serije. Vzemimo npr. stružne avtomate (avtomatske stružnice). Avtomatske stružnice praktično vse operacije izvajajo popolnoma same, potrebno je le občasno dodajanje materiala v zalogovnik. Vsi gibi so krmiljeni s krivuljami Spreminjanje krožnega gibanja v premočrtno – Mehanizem s krivuljo). Toda če bi hoteli na takšni stružnici izdelovati drugačen izdelek bi morali zamenjati vse ali vsaj večino krivulj (krivulje so različni bobni, oblikovani diski,…, katerih izdelava je zaradi njihove posebne oblike in odpornosti proti obrabi še posebej zahtevna in draga). To pa se ne izplača niti za majhne serije, kaj šele za posamezen izdelek. Torej bi bilo z manjše serije smiselno takšen tog krmilni sistem (s krivuljami) zamenjati s bolj fleksibilnim – takšnim katerega preureditev na nov izdelek bi bila enostavna in poceni. To pa je omogočil šele razvoj elektronske in računalniške krmilne tehnike.
V 70-ti letih pa so se pojavili prvi CNC stroji. To je pomenilo, da ima stroj računalnik, ki omogoča programiranje (in popravljanje programa) na samem stroju (delovnem mestu). Računalnik krmili stroj.
Prednosti:
- Večja produktivnost (krajši časi vpenjanja, izpenjanja, nastavljanja…)
- Program vnesemo v stroj in ga shranimo,
- Potrebna je večja strokovna usposobljenost osebja
- Visoka prilagodljivost pri obdelavi
- Večja stopnja izkoriščenosti stroja (tak stroj lahko dela tudi, ko ni neposrenega stalnega nadzora …)
- Velika natančnost in predvsem ponovljivost (ni odvisna od “razpoloženja” stroja)
- Velika fleksibilnost .Možno enostavno in hitro preprogramiranje, enostavno popravljanje že shranjenega programa zato so primerni tudi za manjše serije in celo za posamične unikatne izdelke
Slabosti:
- Cena – potrebna je velika investicija v stroj, kar podraži strojno uro
- Potrebna večja strokovna usposobljenost osebja
- Obvezno je načrtovanje v detajle (sam stroj je “neumen”, prav vse mu moramo povedati – to pa pomeni več dela pri načrtovanju postopka – program mora predvideti in vsebovati vsak še najmanjši gib, operacijo

Primerjava CNC s klasičnimi obdelovalnimi stroji
CNC stroji imajo nekatere konstrukcijske dele, ki jih konvencionalni stroji nimajo ali pa imajo drugače izvedene.
Kompaktna oblika
CNC ima v primerjavi s klasičnimi stroji zelo skrite posamezne enote stroja, zato stroj zgleda bolj kompakten
Zaščitna vrata stroja
Obdelava ni možna, če vrata niso zaprta, saj varujejo delavce pred vročimi ostružki.
Zalogovnik orodij
Ker naj CNC stroj dela čimbolj neprekinjeno, je potrebno orodja pripraviti vnaprej, menjava pa naj bo čim hitrejša. To omogoča zalogovnik orodij, ki se imenuje revolverska glava. Ta lahko vsebuje tudi do 100 orodij. Ko stroj potrebuje določeno orodje mu program pove na katerem mestu v zalogovniku se to orodje nahaja in ga pripelje v delovni položaj.
Merilniki položaja in hitrosti
Ker je potrebno na stroju nadzorovati ali je orodje zares v predvideni poziciji imajo CNC stroji za vsa glavna, podajalna in. nastavitvena gibanja obvezne merilne sisteme, ki lahko izmerijo pozicijo in hitrost. Za linearna gibanja se uporabljajo predvsem digitalne merilne letve . Letev je pritrjena na mirujoči del, na gibajoči se del pa je pritrjen dajalnik, ki daje električne impulze o poziciji in hitrosti gibajoče osi. Za vrtilna gibanja pa se uporabljajo tahogeneratorji, ki prav tako posredujejo informacijo za koliko se je servomotor zavrtel in s kakšno hitrostjo.
Računalniška komandna plošča
Omogoča neposredni vnos in korekcijo programskih stavkov ter tako krmiljenje stroja. S pomočjo programa upravljamo vsa nastavitvena, podajalna in glavna gibanja stroja. Program vnesemo v stroj in ga shranimo, ki ga kasneje lahko enostavno popravljamo. Na ta način lahko enostavno preidemo na izdelavo novega izdelka. Zato so CNC stroji izredno prilagodljivi oziroma fleksibilni.
Avtomatsko odvajanje odrezkovCNC stroji imajo avtomatsko odvajanje odrezkov, ki pri obdelavi padajo na tekoči trak in nato v zaboj.


NC … Numerični Control (numerično krmiljenje)
NC je predhodnik CNC krmiljenja.
Na začetku razvoja so bili vsi računalniško krmiljeni stroji NC stroji. To je pomenilo, da se je računalniški program izdelal na nekem računalniku ali njemu podobni napravi. Ko je bil program napisan, ga je bilo potrebno prenesti na stroj. To se je izvedlo tako, da se je program zapisal na posebne kartonske kartice ali trak z luknjanjem. Vsak stavek je bil zapisan na kartico s posebno kombinacijo majhnih luknjic (dobili smo cel kupček kartic), ali pa so bili stavki eden za drugim zapisani v obliki luknjic na dolg ozek trak (dobili smo dolg trak). Ker stroj ni imel večjega pomnilnika je sproti čital kartice ali trak ter tako izvajal operacije. Kaj je slabost tega postopka? Če je bila potrebna kakršnakoli, še manjša sprememba (npr. spremeniti eno koordinato, dodati nek stavek, …) je bilo potrebno iti nazaj v programsko sobo, popraviti program, ponovno zluknjati celoten trak in ponovno iti na stroj. Ob vsaki spremembi je bilo to potrebno

.
CNC … Computer Numerical Control (računalniško numerično krmiljenje)
Velik razvojni preskok je bil narejen, ko so klasična NC krmilja zamenjali s CNC krmilji, ki vsebujejo tudi računalnik. CNC krmilje v bistvu opravlja podobno nalogo kot NC krmilje
Prvi CNC stroji so se pojavili v 70 letih. . To je pomenilo, da ima stroj ne samo čitalec in izvajalec programa, ampak ima tudi sam mali računalnik, ki omogoča programiranje (in popravljanje programa) na samem stroju (delovnem mestu). Torej vsa zgoraj opisana procedura pri spremembi programa ni potrebna. Poleg tega še omogoča preverjanje zapisa, preprečuje nekontrolirano ravnanje s strojem itd.
Z razvojem elektrotehnike in še posebej elektronike so se krmilja fizično manjšala, hkrati pa ponujala večje možnosti krmiljenja. Z uvajanjem visoko avtomatiziranih CNC strojev se je krajšal čas izdelave izdelkov in zmanjševali so se proizvodni stroški v maloserijski in srednjeserijski proizvodnji, pa tudi v posamični proizvodnji.
Vgrajeni računalnik prevzame vrsto posebnih nalog:
- višje vrste interpolacije,
- programsko povezavo krmilja s strojem,
- korekcijo radija rezalnega roba,
CNC stroj je sestavljen iz dveh glavnih delov: stroja, na katerem se izvaja obdelava delov in CNC krmilnika, ki to obdelavo krmili. CNC program, ki vsebuje natančen popis poteka obdelave na stroju, predstavlja vhodne informacije, ki jih CNC krmilnik potrebuje za krmiljenje obdelave.
CNC stroj je neke vrste avtomat, ki ga lahko prosto programiramo. Njegova glavna značilnost je fleksibilnost, to je možnost hitre preureditve stroja z ene na drugo obdelavo, in sicer z zamenjavo programa in eventualno z manjšimi hitrimi preureditvami stroja. Zato je še posebej primeren za avtomatizacijo maloserijske in srednjeserijske proizvodnje.
Računalniško vodeni obdelovalni stroji so torej sestavljeni iz mehanskega dela, ter iz krmilnega dela, v katerem je vgrajen računalnik, ki vodi in krmili ves proces obdelave izdelka
Razlika med CNC (Computer Numerical Control) in NC (Numerical Control) obdelovalnimi stroji je predvsem v načinu krmiljenja, prilagodljivosti in uporabi sodobne tehnologije. Tukaj so ključne razlike:
1. Krmiljenje
- NC stroji: Delujejo na osnovi trdno določenih programov, ki so zapisani na nosilce, kot so luknjaste kartice ali trakovi. Programiranje je manj fleksibilno in zahteva fizične spremembe ali reprogramiranje za vsako nalogo.
- CNC stroji: Krmilijo jih računalniki, ki omogočajo uporabo sodobne programske opreme za enostavno ustvarjanje in prilagajanje programov. Operaterji lahko spreminjajo parametre neposredno na stroju.
2. Avtomatizacija in prilagodljivost
- NC stroji: So manj avtomatizirani in zahtevajo več ročnega posredovanja, npr. nastavitev orodij ali prilagoditev stroja med postopki.
- CNC stroji: Omogočajo visoko stopnjo avtomatizacije in so zmožni izvajati kompleksne naloge brez ročnega posredovanja. Imajo tudi funkcije, kot so samodejno menjavanje orodij.
3. Natančnost in ponovljivost
- NC stroji: Imajo omejeno natančnost, saj je njihovo krmiljenje odvisno od mehanskih nastavitev in preproste tehnologije.
- CNC stroji: So izredno natančni in zagotavljajo ponovljivost tudi pri najzahtevnejših proizvodnih procesih zaradi računalniškega nadzora.
4. Programska oprema in shranjevanje podatkov
- NC stroji: Ne omogočajo shranjevanja programov na sami napravi. Programiranje je omejeno na fizične nosilce, kar pomeni, da je vsak program treba znova naložiti, ko je potreben.
- CNC stroji: Programi so shranjeni digitalno, kar omogoča hitro nalaganje in prilagajanje. Prav tako podpirajo CAD/CAM sisteme za ustvarjanje kompleksnih programov.
5. Zmožnost obdelave
- NC stroji: Obdelujejo preprostejše oblike in so primerni za manj zahtevne naloge.
- CNC stroji: So sposobni obdelati kompleksne 3D oblike in izvajati več procesov z enojno nastavitvijo.
6. Uporaba in stroški
- NC stroji: So cenejši in enostavnejši, a manj učinkoviti pri proizvodnji večjih serij ali zahtevnih delov.
- CNC stroji: So dražji, vendar dolgoročno bolj ekonomični zaradi višje produktivnosti in manjše potrebe po ročnem delu.
Interpolacija je ključni pojem pri delovanju tako CNC kot NC obdelovalnih strojev, saj omogoča nadzor gibanja orodij med točkami. Razlike med vrstami interpolacij in njihova uporaba so še posebej izrazite pri CNC strojih.
Kaj je interpolacija?
Interpolacija se nanaša na proces izračuna poti, ki jo orodje stroja prepotuje med dvema ali več točkami v prostoru. To omogoča gladke in natančne premike orodij po linearnih ali ukrivljenih poteh v skladu z zahtevanim programom.
Vrste interpolacij
Linearna interpolacija (G01):
- Opis: Gibanje orodja po ravni črti med dvema točkama.
- Uporaba: Najbolj pogosta interpolacija pri rezkanju, vrtanju in rezanju preprostih oblik.
- Primer: Izdelava robov, ravnih žlebov ali premikanje orodja na določeno lokacijo.
Krožna interpolacija (G02/G03):
- Opis: Gibanje orodja po loku (krožnici) med dvema točkama.
- G02: Krožna interpolacija v smeri urinega kazalca.
- G03: Krožna interpolacija v nasprotni smeri urinega kazalca.
- Uporaba: Obdelava zaokroženih robov, lukenj, žlebov in krožnih oblik.
- Opis: Gibanje orodja po loku (krožnici) med dvema točkama.
Helična interpolacija:
- Opis: Kombinacija krožne interpolacije z istočasnim premikanjem v osi Z (spiralno gibanje).
- Uporaba: Rezkanje navojev ali izdelava spiralnih oblik.
Parabolična in eliptična interpolacija:
- Opis: Naprednejša interpolacija za obdelavo bolj kompleksnih oblik, npr. paraboličnih ali eliptičnih krivulj.
- Uporaba: Redkejša, potrebna pri posebnih zahtevah (pogosto v letalski industriji ali pri oblikovanju kompleksnih modelov).
Spline interpolacija:
- Opis: Omogoča gladko gibanje po kompleksnih, ukrivljenih poteh z uporabo polinomskih funkcij.
- Uporaba: Visoko natančna obdelava v avtomobilski, letalski in drugih industrijah z visokimi standardi.
Razlika med NC in CNC pri interpolaciji
- NC stroji:
- Običajno podpirajo samo osnovno linearno in krožno interpolacijo.
- Gibanje orodja je manj gladko, kar omejuje obdelavo zelo kompleksnih oblik.
- Vse poti so določene s predhodno naloženim programom, kar pomeni manj prilagodljivosti.
- CNC stroji:
- Omogočajo napredne interpolacijske metode, vključno s heličnimi in spline interpolacijami.
- Zaradi računalniške obdelave omogočajo natančne izračune in gladko gibanje tudi pri zapletenih oblikah.
- Podpora za programsko opremo (npr. CAD/CAM) omogoča enostavno ustvarjanje interpolacij za kompleksne oblike.
Krmiljenje CNC strojev
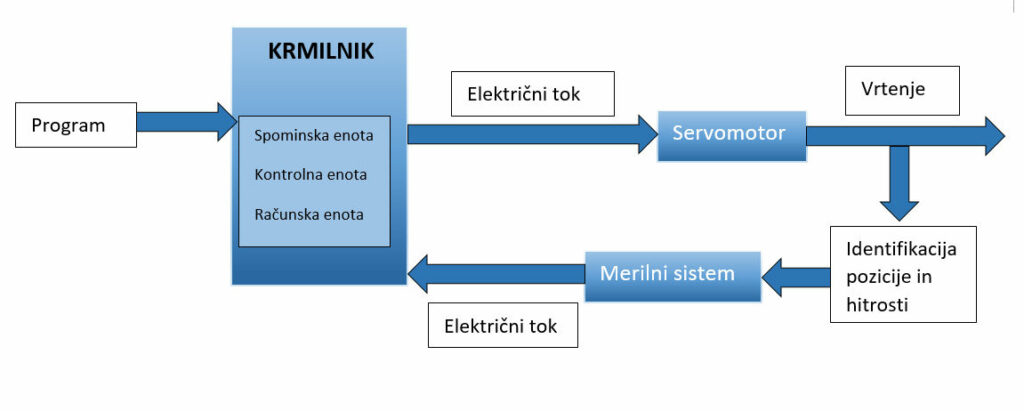
Na CNC stroju je potrebno vse podatke o potrebnih gibih posredovati v obliki programa, ki je sestavljen iz programskih stavkov. Program se vnese v krmilnik oz. krmilni podsistem preko tipkovnice (vpišemo stavke), USB pomnilnika (program smo napisali že prej na nekem drugem računalniku), direktne povezave z nekim računalnikom (iz njega se čita program) ali interneta.
Krmilnik prečita prvi stavek programa in temu ustrezno priredi velikost in trajanje električnega toka, ki napaja servomotor. Servomotor se začne vrteti, ustrezno prečitanemu stavku. Trajanje električnega toka in velikost napajanja določita koliko časa in kako hitro se bo servomotor vrtel – temu torej ustreza hitrost in trajanje vrtenja glavnega vretena ali pa hitrost in trajanje pomika suporta. Potem ko je motor opravil to akcijo se prečita naslednji stavek in temu ustrezno se izvede naslednji gib. Toda, ker vedno nastopa neka nenatančnost (ohlapi), pri še tako natančno izdelanih vretenih, ležajih itd. je potrebno preverjati ali je zahtevano gibanje zares izvedeno. To opravlja merilni sistem, ki ugotavlja trenutni položaj orodja ali posamezne enote stroja (npr. suporta). Merilni sistem so običajno t.i, merilne letve, ki so pritrjene na stroj in se uporabljajo za ugotavljanje pozicije in hitrosti pri linearnem gibanju ali pa tahogeneratorji, ki se uporabljajo za ugotavljanje pozicije in hitrosti vrtilnega gibanja. Podatke prenaša krmilniku, ki zaznava razliko med zahtevanim in dejanskim položajem orodja. Dokler ta razlika obstaja krmilnik daje signal za električni tok, ki napaja servomotor, vse dokler se razlika ne izenači. Ko se razlika izenači (merilni sistem je izmeril, daje npr. suport opravil takšno pot kot je zahteval krmilni stavek), potem krmilnik prečita naslednji stavek.
To se ponavlja do konca programa.
Krmilni sistem CNC strojev
CNC krmiljenje temelji na integriranem računalniku, ki izvaja ukaze zapisane v obliki G-kod (ali drugih programskih jezikov). Sistem omogoča:
- Samodejno krmiljenje osi stroja (npr. X, Y, Z in rotacijske osi).
- Prilagoditev parametrov (hitrost, podajanje, globina reza).
- Nadzor gibanja orodja z visoko natančnostjo preko interpolacijskih metod (linearna, krožna, helična itd.).
Ključne komponente CNC krmiljenja
Krmilna enota (MCU – Machine Control Unit):
- Glavna “možganska enota” CNC stroja, ki procesira programske ukaze.
- Komunicira z vsemi mehaničnimi in električnimi komponentami stroja.
Servo motorji in pogonski sistemi:
- Upravljajo gibanje osi in zagotavljajo visoko natančnost in hitro odzivnost.
- Uporabljajo povratne informacije iz enkoderjev za zagotavljanje pravilne pozicije.
Enkoderji in senzorji:
- Merijo dejansko gibanje osi in pozicijo orodja.
- Zagotavljajo povratne informacije za krmiljenje.
Programska oprema:
- CAM (Computer-Aided Manufacturing): Uporablja se za izdelavo programov obdelave.
- CNC programski jeziki: Najpogosteje G-kode (ISO 6983) za definiranje poti orodja in obdelovalnih parametrov.
Orodne tabele:
- Shranjujejo podatke o rezalnih orodjih (radij, dolžina, material), kar omogoča avtomatske kompenzacije.
Ključne funkcije CNC krmiljenja
Interpolacija:
- Izračuna gladke poti gibanja med točkami (linearna, krožna, helična).
- Omogoča obdelavo kompleksnih 3D oblik.
Korekcija orodja:
- Avtomatsko prilagaja pot orodja glede na radij in dolžino orodja (G41, G42).
Nadzor hitrosti:
- Upravlja hitrost vretena in podajanja glede na material in rezalne pogoje.
Samodejna menjava orodij (ATC):
- Omogoča menjavo več orodij brez prekinitve procesa.
napak in varnost:
- Senzorji zaznavajo morebitne nepravilnosti (npr. trk orodja, pregrevanje).
- Sistem lahko prekine obdelavo za preprečitev poškodb.
Kompenzacija napak:
- Odpravlja napake, kot so toplotne deformacije, mehanske netočnosti, in napake orodja.
Prednosti CNC krmiljenja
- Visoka natančnost: Dosega toleranco v mikronskem razponu.
- Avtomatizacija: Zmanjša potrebo po ročnem posredovanju in omogoča dolgotrajno neprekinjeno obdelavo.
- Fleksibilnost: Hitro prilagajanje različnih obdelovalnih nalog.
- Ponovljivost: Enake obdelovance lahko izdelamo večkrat brez odstopanj.
- Kompleksnost: Zmožnost obdelave zapletenih 3D oblik.
Napredne funkcije sodobnih CNC strojev
- Multiaxialno krmiljenje: Stoji z več kot 3 osi (npr. 5-osni stroji) omogočajo izdelavo zelo kompleksnih geometrij.
- Integracija IoT in Industry 4.0: Povezljivost z drugimi sistemi za spremljanje v realnem času in optimizacijo proizvodnje.
- Adaptivno krmiljenje: Spreminja parametre obdelave glede na trenutne pogoje (npr. obraba orodja ali sprememba materiala).
NC program kontrolira delovanje CNC stroja z namenom izdelave izdelka
Zaradi tehničnih in zgodovinskih razlogov obstaja večje število formatov zapisa CNC :
- Standardna ISO 6083 G-koda
- Heidenhan Conversation Format
S pomočjo postprocesorja CNC program prilagodimo posameznemu stroju
Izhodna enota
Izhodno enoto, ki pošilja podatke krmilnim elektro motorjem, preko katerih se izvaja gibanje in obdelava na stroju.
Izhodna enota je tudi zaslon, ki ga imajo že vsi CNC stroji. S pomočjo zaslona lahko programer (operater) na enostaven način, preko sistema menijev, komunicira s strojem. Na zaslonu se kaže trenutna pozicija orodja, vrtljaji vretena, razne spremenljivke in alarmi, ki nas opozarjajo na napake. Na zaslonu izvajamo tudi grafično simulacijo programa, še preden izvedemo program. Grafična simulacija programa nam pokaže pot orodja in izdelavo izdelka na zaslon ter tako tudi možne napake, do katerih lahko pride pri pisanju programa.
Senzorji sporočajo vsak premik in gibanje krmilni enoti, ki na ta način vodi in krmili celoten proces izdelave izdelka.
Mehanski del
Mehanski del stroja je zelo podoben kot pri klasičnem stroju, vendar ima kar nekaj izboljšav:
- Avtomatična, programsko vodena menjava orodij (revolverska glava ali shramba orodij),
- Možnost brezstopenjskega krmiljenja število vrtljajev glavnega vretena,
- Od elektro motorja se vrtilno gibanje pretvarja v podajalno s pomočjo krogličnega vijačnega vretena in matice, ki zagotavlja zelo veliko natančnost pozicioniranja orodja in delovne mize,
- Zelo natančno merjenje položaja pri gibanju v smeri osi s pomočjo merilnega sistema,
- Stroji so bolj togi, kar zagotavlja manjše vibracije stroja in posledično večjo točnost izdelave.
Orodja
Orodja, ki jih uporabljamo pri sodobnih CNC strojih so sestavljena iz dveh delov, in sicer držala ter rezilnega dela orodja (različne vrste rezalnih ploščic)
Držalo orodja
- Vpenjala za orodje: so v nasprotju s klasičnimi vpenjali narejena tako, da omogočajo dvojni kontakt; na konusu in na obroču vpenjala, kar pomeni večjo togost orodja, manjše vibracije, daljšo življenjsko dobo orodja.
- Hladilno-mazalni sistem: hladilno-mazalna sredstva se ponavadi vodijo skozi orodje naravnost do predela hlajenja in mazanja; zrak, ki ob vpenjalu priteka iz šob, služi za odnašanje odrezkov in hladilno mazalnih sredstev.
- Vretenjak: mora biti zaradi visokih vrtilnih hitrosti zelo natančno uležajen in uravnotežen. Ponavadi je samo mesto vpenjanja izdelano na sami osi elektromotorja, ki poganja vretenjak.
- Direktni linearni pogoni: pri VHO strojih direktni linearni pogoni nadomeščajo kroglična vijačna vretena in matice, ker omogočajo večje pospeške, hitrosti in visoko natančnost.
Grafična simulacija programa nam pokaže pot orodja in izdelavo izdelka na zaslon ter tako tudi možne napake, do katerih lahko pride pri pisanju programa.
Senzorji sporočajo vsak premik in gibanje krmilni enoti, ki na ta način vodi in krmili celoten proces izdelave izdelka.
Rezalne ploščice različnih oblik so iz karbidnih trdin ali kovinske keramike z različnimi prevlekami, ki zagotavljajo čim večjo obstojnost orodja. Ploščice so standardnih oblik z več rezilnimi robovi, kar omogoča večjo izkoriščenost le-teh. Ploščic se ne ostri. Ko je rezilni rob obrabljen, se ploščico obrne. Po obrabi rezalnih ploščic se le-te enostavno in hitro zamenjajo z novimi. Pritrjevanje rezalnih ploščic je lahko izvedeno na več načinov.
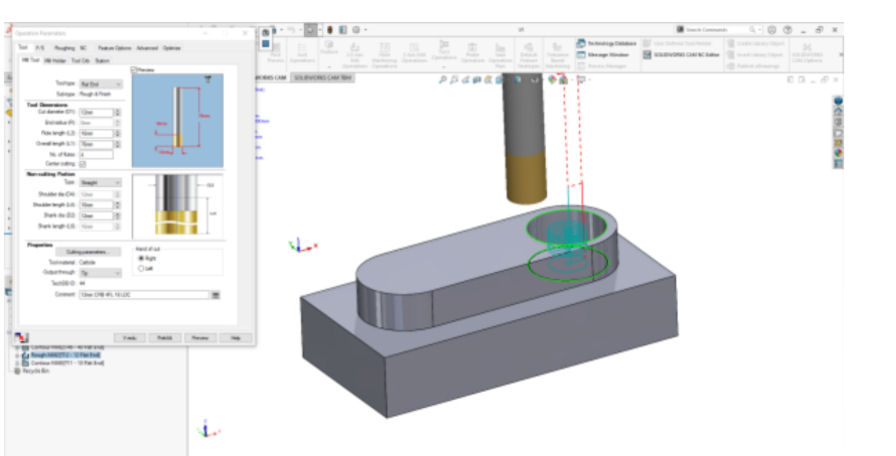
Postopek obdelave na CNC stroju je v CNC programu opisan s krmilnimi ukazi, in sicer geometrijskimi, ki določajo relativni položaj med orodjem in obdelovancem, tehnološkimi, kot so določitev podajalne in rezalne hitrosti, definicije orodij in pomožnimi funkcijami, ki določajo vklop/izklop vretena, smer vrtenja, hlajenje itd.
Vrste CNC strojev
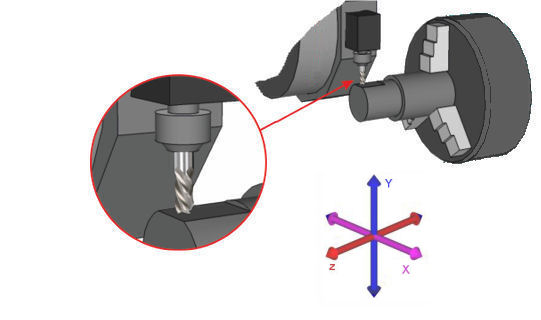
Kartezični koordinatni sistem
Za določanje geometrijskih podatkov v programu uporabljamo koordinatni sistem. Kartezijev koordinatni sistem je definiran kot dve oz. tri med seboj pravokotne si osi, ki sekajo skupno sečišče imenovano izhodišče koordinatnega sistema.
Ta je lahko ravninski ali prostorski. Ravninski koordinatni sistem je bolj uporaben za obdelavo na stružnicah in podobnih strojih.

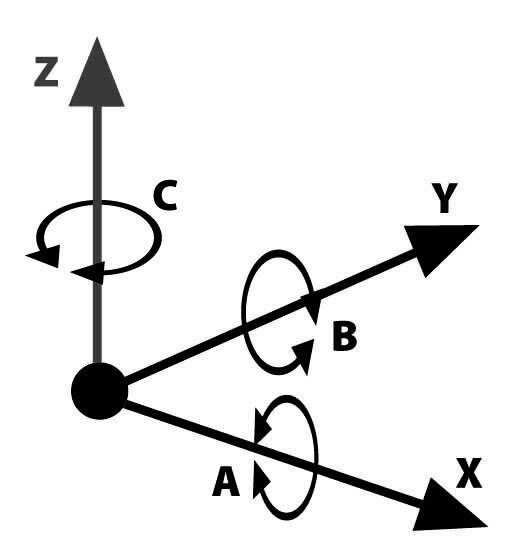
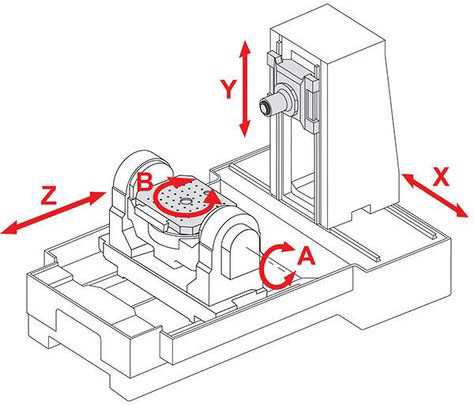
Vsaka komponenta se lahko premika v 6 različnih smereh. Teh 6 prostostnih stopenj predstavlja 3 translacije (x,y,z) in 3 rotacije (A,B,C)
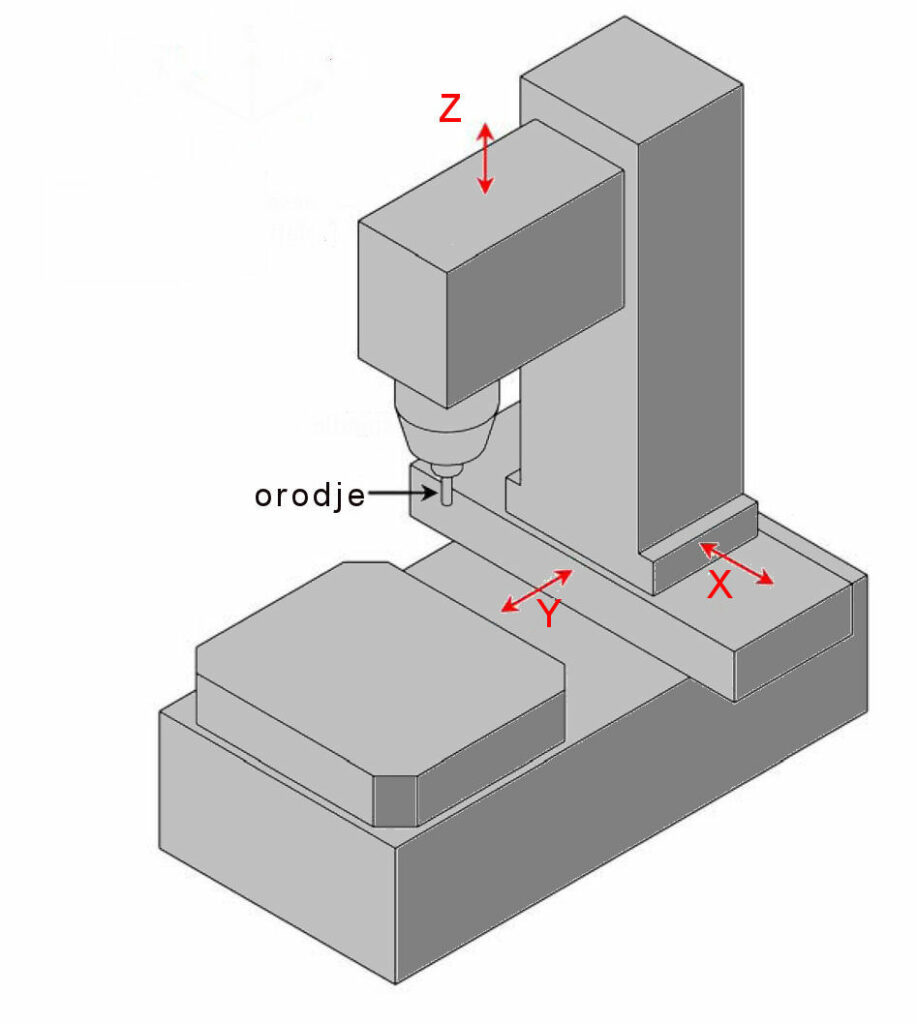
Z translacija je vedno v smeri glavnega vretena. X os je v smeri daljše stranice vpenjalne mize. Z os v smeri glavnega vretena.
Glavna lastnost kartezičnega koordinatnega sistema je, da sestoji iz treh smeri, ki so med seboj pravokotne.
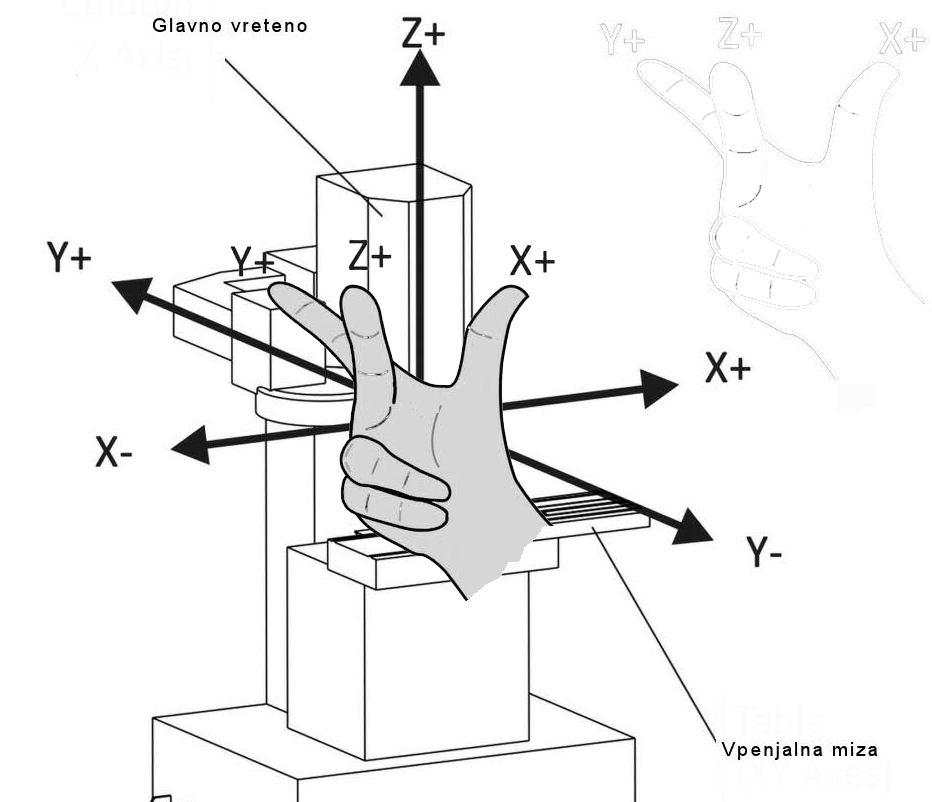
Pomembno opozorilo: Smeri gibanja si najlažje zapomnimo s pomočjo pravila desne roke, ki kaže:
palec v smeri pozitivne X osi,
kazalec v smeri pozitivne Y osi in
sredinec v smeri pozitivne Z osi.
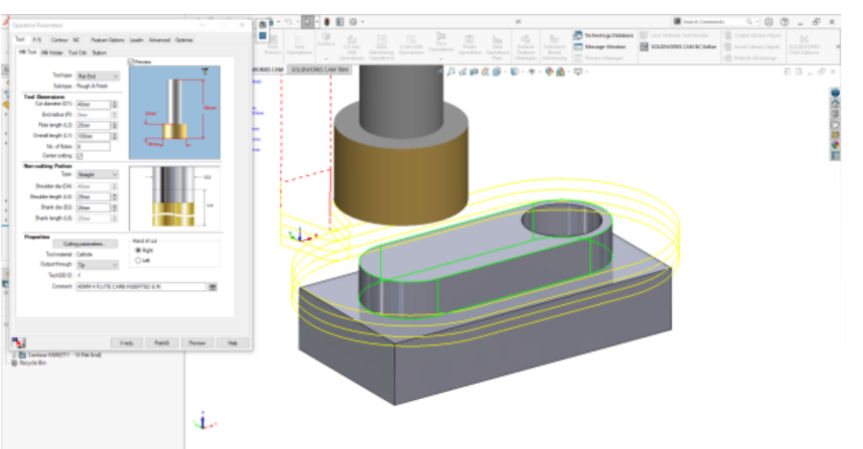
3-osni frezalni center
3-osni CNC frezalni stroj je primeren za izdelavo čelno frezanje, vrtanje in navojne luknje. Tako lahko s 3-osnim strojem ustvarite 2D mehanske dele, ne morete pa ustvariti 3D objektov.
3-osna obdelava je postopek frezanja, ki se izvaja na oseh X in Y, kar pomeni, da obdelovanec ostane v enakem položaju, medtem ko rezalno orodje deluje vzdolž ravnine XYZ.
Obdelava je relativno preprosta in lahko odstrani material od zadaj , ob strani in od zgoraj na teh 3 oseh.
Triosna obdelava se najpogosteje uporablja za:
- Frezanje ploskev, utorov..
- Vrtanje…
Video: https://www.youtube.com/watch?v=d00DgW9vL8U.

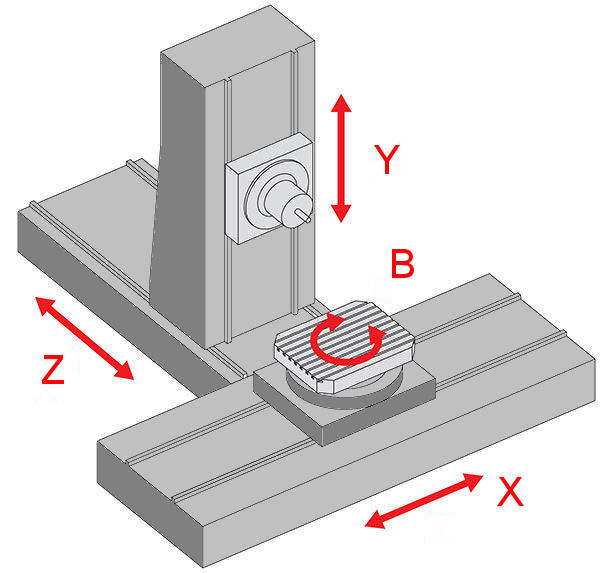
4-osni frezalni center
Dodana je rotacijska os , ki se imenuje B.
4-osni CNC je mogoče razporediti na različne načine, vendar so najpogosteje nastavljeni za vertikalno obdelavo. V eni postavitvi pritrditve lahko 4-osni CNC dela na štirih straneh obdelovanca
Če je triosnemu stroju dodamo delilnik je to že 4 osni stroj, natančneje 3+1, ker ena os ni aktivna med delom.
Če pa so vse osi aktivne med delom pa je to 4 osni stroj.
Dodatna četrta os (os A) lahko samodejno obrača obdelovanec.
4-osno frezanje je uporabno, kadar je treba narediti luknje in izreze na strani obdelovanca oziroma okoli valja.
Video: https://www.youtube.com/watch?v=LHXttRzz3Yc
Video: https://www.youtube.com/watch?v=tIPSEPShGDU cnc
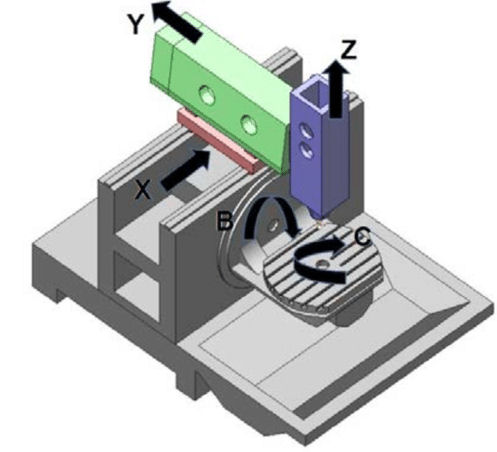
5-osni fezalni center
Tako kot pri 3- in 4-osnih strojih se vreteno in rezalno orodje pri 5-osnih strojih premikata vzdolž osi X, Y in Z. Vendar pa se pri 5-osnem CNC stroju vrtijo okoli dveh od treh osi. Vrtenje okoli osi X se imenuje os A, vrtenje okoli osi Y je B-os, vrtenje okoli osi Z pa os C.
5-osni stroji lahko uporabljajo kateri koli dve rotacijski osi hkrati, odvisno od konfiguracije stroja. To je bodisi A-os in C-os, bodisi B-os in C-os.
Če dve rotaciji nastavimo pred obdelavo in med obdelavo niso aktivne, imenujemo tak stroj 3+2.
Dvoosnega vrtenja ni mogoče izvesti hkrati z obdelavo.
Če pa vseh 5 osi delujejo med obdelavo pa je to 5 osni rezalni stroj.
Omogoča dodatno obdelavo v enem vpetju.
V 5-osnem CNC stroju se lahko vrtenje izvede bodisi z vretenom bodisi z obdelovancem.
To večdimenzionalno gibanje ponuja neprimerljivo natančnost in pomeni, da lahko izdeluje kompleksne dele, ki bi jih z drugimi stroji nemogoče izdelali.
Kompleksno oblikovanje
Dodatno gibanje, ki je na voljo pri 5-osni obdelavi, vam omogoča doseganje kompleksnih oblik in modelov. S petosnim obdelovalnim strojem lahko dostopate do obdelovalnih kotov in površin, ki so bili prej možni le z več nastavitvami in neštetimi posebnimi vpenjali. Navsezadnje petosna obdelava odpravlja potrebo po ustvarjanju zapletenih pritrdilnih elementov.
Video: https://www.youtube.com/watch?v=sGYcVKBmJ58

CNC stružnice
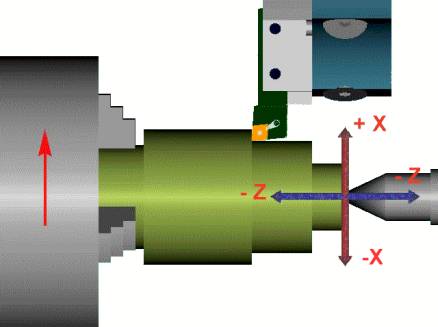
2 osne
Stružnica je v bistvu lahko samo 2 osna, saj nož po y osi ne moremo premikat, ker mora bit v centru obdelovanca!
Os “Z” je standardno določena in je v smeri glavnega vretena stroja.
Stružnica z gnanimi orodji
Dodana je še ena linearna os y
Dodana rotacijska os B
Povečana preoduktivnost
Omogoča dodatno obdelavo v enem vpetju
Stroj lahko pozicionira gnano orodje izven centra rotacije obdelovanca
Možna izdelava: n.pr. utor na gredi
Video: https://www.youtube.com/watch?v=MwgobIVj4fU&t=23s
Video: https://www.youtube.com/watch?v=oOkiNmbCUjA