Ta objava naj ne bo sprejeta kot dokončna resnica; vsak naj raziskuje in preverja
Menu
Elektroerozija EDM
Strojne dele je mogoče s pomočjo odrezovanja izdelovati na različne načine. Pri klasičnih načinih odrezovanja,
kot je npr. struženje, rezkanje, vrtanje, brušenje, skobljanje…so orodja v obliki klina in režejo manjše delčke (odrezke) od surovca, dokler ne nastane uporaben izdelek. Poleg teh poznamo še postopke odnašanja z neposrednim delovanjem električne energije. Orodje je v ozkem pomenu besede energija, ki tali zelo majhne delčke s površine obdelovanca.
Pri elektroerozivni obdelavi pride do odnašanja materiala zaradi kombiniranega električnega in toplotnega delovanja energije. Delci materiala odstopajo pod vplivom razelektrenj med dvema elektrodama, od katerih je ena orodje (baker, grafit), druga pa obdelovanec. Obe elektrodi se obrabljata. Pogoj za obdelavo je električna prevodnost materiala.
Uporaba elektroerozije
Elektroerozija ima poseben pomen v industriji, ker je mogoče z njo na ekonomičen način obdelovati že kaljeno jeklo in karbidne trdine.
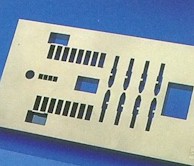
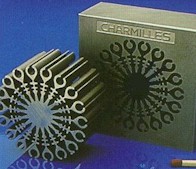
Tako lahko izdelujemo komplicirane oblike (prehodne izvrtine ali slepe luknje vseh oblik) v kaljena, močno legirana jekla.
Elektroerozija je nepogrešljiva v orodjarnah, kjer se vsakodnevno uporablja pri izdelavi orodij za štancanje , orodij za brizganje plastičnih mas, kovin….
Pri tem ostaja vprašanje, zakaj se strojni del ne naredi najprej s klasičnim načinom odrezavanja in se ga nato toplotno obdela.
Predvsem zato, ker bi se strojni del, predvsem tanke stene, po toplotni obdelavi lahko deformirale. Pri izdelavi natančnih orodij pa tolerance v tisočinkah milimetra niso nič nenavadnega, zato se strojni del najprej ustrezno toplotno obdela, nato pa se ga s pomočjo elektroerozije oblikuje v uporaben kos.
Slabost elektroerozije je v preveliki porabi električne energije in sorazmerno dragih napravah.
Fizikalni princip elektroerozije
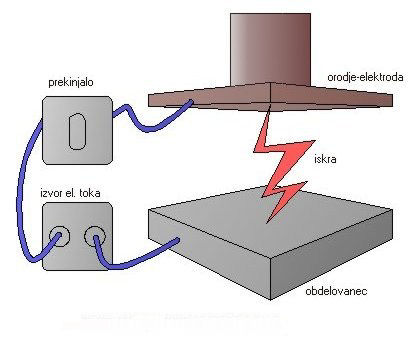
Elektroerozija je zelo komleksen pojav. Obdelava poteka vselej med dvema elektrodama v dielektrični tekočini. Delci materiala odstopajo pod vplivom razelektrenj med dvema elektrodama, od katerih je ena orodje, druga pa obdelovanec. Pri tem se obe elektrodi obrabljata.
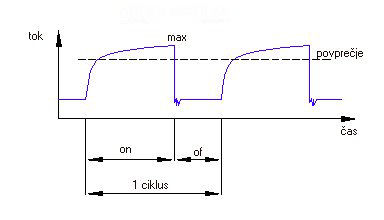
Pri iskrenju se orodje enakomerno spušča, krmiljeno prekinjalo spušča tok od izvora na elektrodi . Tok je v obliki impulzov, katerih jakost, dolžino in frekvenco je mogoče poljubno spreminjati.
Pri dalj časa trajajočem prehodu električnega toka bi lahko nastal oblok. V tem primeru bi bila obdelava hitrejša vendar nenatančna, saj bi lahko prišlo do nekontroliranega taljenja, zato se obloka izogibamo. Vsekakor je obdelava z iskrenjem natančnejša in predvsem bolje kontrolirana.
Fizikalni princip EDM
Odnašanje materiala z iskrenjem
Odnašanje materiala pri iskrenju
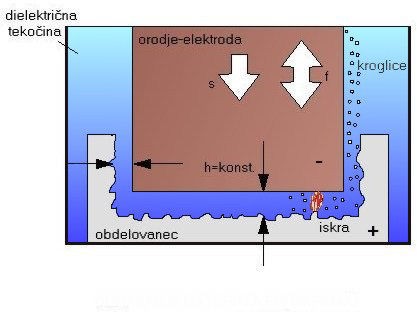
Pri iskrenju se orodje-elektroda enakomerno pomika proti obdelovancu. Na mestu kjer je razdalja trenutno najmanjša ( zaradi neravnosti površin) , preskoči iskra in to povzroči eksplozivno uparjanje delčka materiala, saj so v jedru iskre temperature od 6000 do 11000 0C. Zaradi hladilnega učinka dielektrične tekočine se erodirani material strdi in se odvaja v obliki majhnih kroglic z dielektrično tekočino.
Poleg tega dielektrična tekočina povečuje koncentracijo energije v prostoru med obema elektrodama in učinek razelektrenja se poveča.
Orodje-elektroda vibrira, saj je praksa pokazala, da z vibracijo dosežemo večjo natančnost obdelave, saj s tem olajšamo lažjo izmenjavo dielektrične tekočine in s tem izboljšamo odvajanje odrezkov in hlajenje.
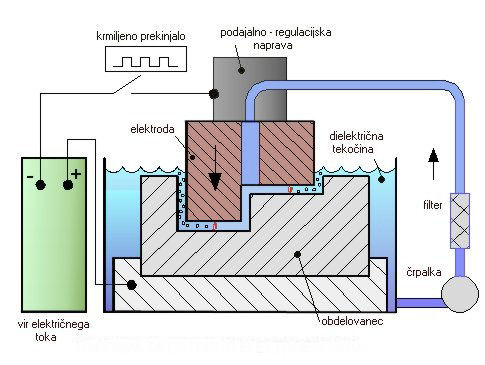
Naprava za elektroerozivno obdelavo
Naprava je sestavljena iz dveh delov: iz električnega dela in iz mehaničnega dela.
Električni del sestavljata generator za proizvajanje električnih impulzov in NC krmilnik. Mehanični del pa predstavljajo podajalna-regulacijska naprava, ohišje, črpalka, filter, dielektrična tekočina…
Potopna EDM
Kvaliteta obdelave
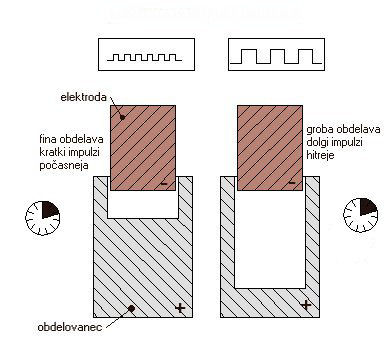
Na kvaliteto obdelave je mogoče vplivati z obliko impulza. Če želimo hitreje odnašati material, potrebujemo dolge impulze, za fino obdelavo pa morajo biti impulzi pogosti, vendar kratki. Tako je kvaliteta obdelane površine odvisna od časa
Oblika impulza
Elektroda-orodje
Material elektrod je lahko načeloma poljuben, potrebno je le, da je dober prevodnik električnega toka. V praksi se zahteva, da ima dobro obdelovalnost, da ima ustrezne trdnostne lastnosti in da ni predrag.
Zelo važna lastnost je tudi odpornost proti obrabi. Na obrabo elektrod vplivajo material elektrod, material obdelovanca, jakost toka in frekvenca iskrenja. Z ustrezno izbranimi parametri lahko dosežemo npr. 99,5% odvzema materiala na obdelovancu in le 0,5% odvzema materiala iz elektrode.
Pri nas se v praksi uporablja predvsem dvoje vrst materialov. Baker se uporablja za fino obdelavo, elektrografit pa za grobo obdelavo
Načini obdelave
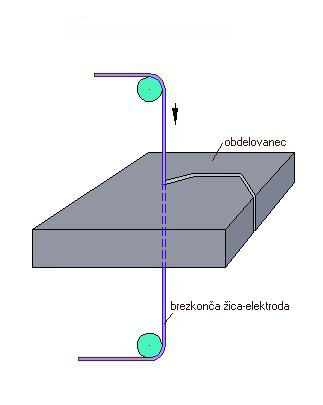
Elektroerozivno obdelavo uporabljamo predvsem na dveh področjih:
-pri vrtanju in grezenju z iskrenjem – potopna elektroerozija.
Ta način v praksi največ uporabljamo za izdelavo zelo kompliciranih oblik neprehodnih izvrtin, pri izdelavi gnezd za orodja za brizganje termoplastičnih mas ali kovin. Pri brizganju staljena masa zapolni gnezdo in po ohladitvi dobi končni izdelek obliko gnezda.